100% Virgin Wood Pulp: Made from premium food-grade virgin wood pulp with natural color and no odor, ensuring the finished cups are free from fluorescent whitening agents (OBA).
High Stiffness and Toughness: The paper is dense and offers excellent pressure resistance, ensuring that paper cups do not deform or collapse when filled with hot water.
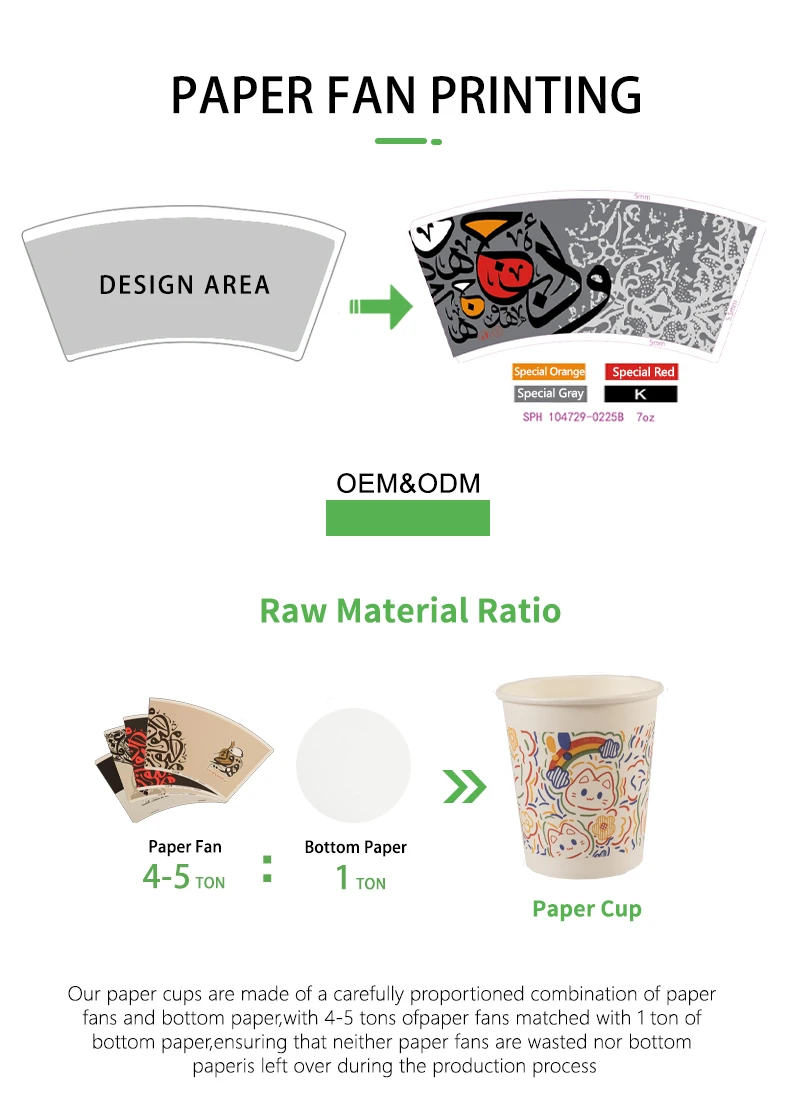
Excellent Surface Smoothness: The smooth paper surface allows for even ink absorption, delivering stronger visual impact for large-area solid printing or fine patterns.
Uniform PE Coating: Using Low-Density Polyethylene (LDPE) particles, the coating thickness tolerance is minimized to ensure superior waterproof and grease-proof performance.
Outstanding Heat-Sealing Performance: The PE layer bonds firmly to the base paper with high heat-seal strength. In high-speed cup machine production, the cup bottom and side seams are tightly sealed, effectively eliminating the risk of leakage.
Tear and Peel Resistance: The coating and base paper do not delaminate, remaining stable even in high-temperature environments.
Designed for High-Speed Cup Machines: Stable roll tension control and flat winding reduce paper breaks and jams during production, increasing the output per machine.
Anti-Static Treatment: Reduces paper sticking in automated production, lowering the rejection rate.
Flexible Specification Customization: Available in various weights (150g-350g) and coating thicknesses (single/double PE). Widths can be precision-slit according to customer molds to reduce material waste.
Comprehensive Certification Support: Complies with WCA, FSC Forest Management Certification, food contact material standards, and national GB standards.
Odorless and Non-toxic: No chemical odors are released even when holding 100°C hot water, ensuring consumer health.
In the competitive landscape of food packaging materials, PE coated paper roll stands as the cornerstone for producing high-quality disposable cups and food containers. Our specialized food grade paper cup material represents the perfect fusion of advanced coating technology and sustainable paper manufacturing, delivering exceptional performance for beverage and food service applications worldwide. This premium beverage cup printing paper ensures optimal barrier protection while maintaining the printability and structural integrity essential for modern packaging requirements.
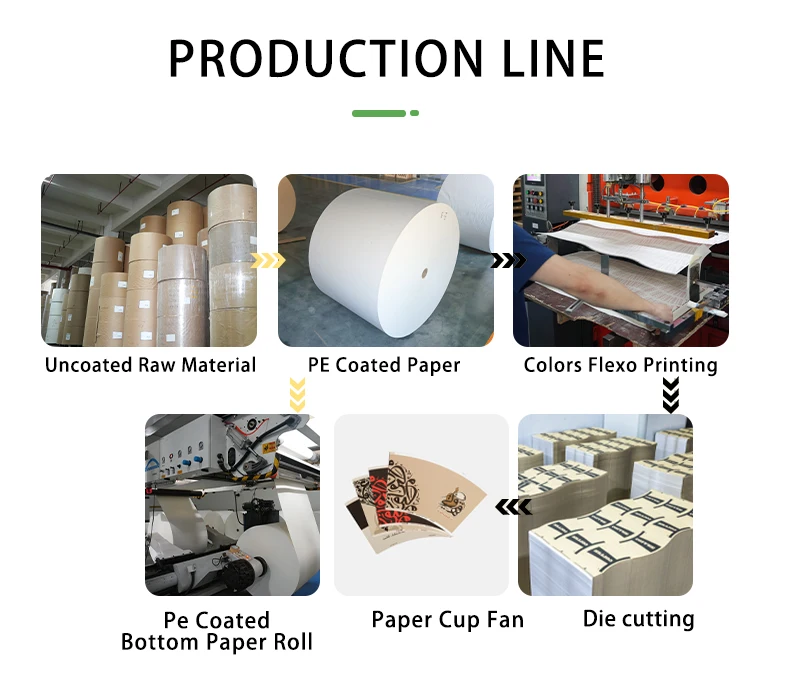
Our PE coated paper roll production facility utilizes cutting-edge extrusion coating processes to create a seamless polyethylene barrier that transforms ordinary base paper into food-safe packaging material. The precision-engineered food grade paper cup material meets stringent international food safety standards while providing manufacturers with consistent quality and reliability. Every roll of our beverage cup printing paper undergoes rigorous quality testing to ensure optimal performance in high-speed cup forming and printing operations.
Product Overview
Our comprehensive range of PE coated paper roll products encompasses various basis weights and coating specifications designed to meet diverse manufacturing requirements. The advanced food grade paper cup material features a sophisticated multi-layer structure that combines premium base paper with precisely applied polyethylene coating. This innovative beverage cup printing paper delivers superior moisture resistance, excellent printability, and exceptional heat sealing properties essential for professional cup manufacturing operations.
The specialized formulation of our PE coated paper roll ensures optimal adhesion between the polyethylene coating and base paper substrate, eliminating delamination issues that compromise product integrity. Our food grade paper cup material demonstrates remarkable dimensional stability during storage and processing, while the high-quality beverage cup printing paper surface provides excellent ink receptivity for vibrant graphics and branding applications. Each production batch maintains consistent coating thickness and barrier properties to ensure reliable manufacturing performance.
Features and Benefits
Advanced Barrier Technology
The proprietary polyethylene coating technology employed in our PE coated paper roll creates an impermeable barrier against liquids while maintaining breathability for optimal product preservation. This advanced food grade paper cup material effectively prevents moisture migration and flavor transfer, ensuring beverage quality throughout the supply chain. The sophisticated barrier properties of our beverage cup printing paper extend product shelf life while maintaining structural integrity under various storage conditions.
Superior Processing Performance
Manufacturing efficiency reaches new heights with our precision-engineered PE coated paper roll that demonstrates exceptional runnability on high-speed converting equipment. The optimized surface characteristics of our food grade paper cup material enable smooth feeding and consistent forming operations, minimizing production downtime and waste. Our premium beverage cup printing paper maintains excellent curl control and flatness properties that ensure precise registration during multi-color printing processes.
Enhanced Printability
The carefully formulated surface treatment of our PE coated paper roll provides exceptional ink adhesion and color reproduction capabilities for demanding printing applications. Our specialized food grade paper cup material accepts various printing technologies including flexographic, offset, and digital printing methods with outstanding results. The superior print quality achieved with our beverage cup printing paper enables brand owners to create compelling visual presentations that enhance product appeal and consumer recognition.
Applications and Use Cases
The versatility of our PE coated paper roll extends across numerous food service applications, from disposable coffee cups to frozen food containers. Leading manufacturers rely on our premium food grade paper cup material for producing hot beverage cups, cold drink containers, ice cream cups, and food packaging solutions. The exceptional performance characteristics of our beverage cup printing paper make it ideal for quick-service restaurants, coffee shops, convenience stores, and institutional food service operations.
Specialty applications for our PE coated paper roll include portion control containers, soup cups, and premium beverage packaging where superior barrier protection is essential. The food-safe properties of our food grade paper cup material ensure compliance with international regulations while providing excellent performance in both hot and cold applications. Our high-performance beverage cup printing paper enables manufacturers to create distinctive packaging solutions that differentiate their products in competitive markets.
Quality Control and Compliance
Rigorous quality assurance protocols govern every aspect of our PE coated paper roll production process, from raw material selection to final product testing. Our state-of-the-art laboratory facilities conduct comprehensive analysis of each batch of food grade paper cup material to verify barrier properties, coating adhesion, and migration compliance. The stringent testing procedures applied to our beverage cup printing paper ensure consistent quality and regulatory compliance across all product specifications.
International food safety certifications validate the safety and quality of our PE coated paper roll products for global food packaging applications. Our food grade paper cup material meets or exceeds requirements established by major regulatory authorities worldwide, providing customers with confidence in product safety and compliance. The comprehensive documentation accompanying our beverage cup printing paper includes detailed certificates of analysis and regulatory compliance statements for seamless market acceptance.
Customization and Branding Options
Extensive customization capabilities enable customers to optimize our PE coated paper roll specifications for specific application requirements and processing equipment. Our technical team collaborates closely with customers to develop tailored food grade paper cup material formulations that maximize performance and cost-effectiveness. Advanced printing surface treatments applied to our beverage cup printing paper can be customized to accommodate specific ink systems and graphic requirements.
Brand enhancement opportunities abound with our premium PE coated paper roll that accepts high-definition printing and specialty coating applications. The superior surface quality of our food grade paper cup material enables crisp text reproduction and vibrant color graphics that strengthen brand recognition. Our specialized beverage cup printing paper grades support advanced printing techniques including metallic inks, spot varnishes, and textured finishes for premium packaging applications.
Packaging and Logistics Support
Professional packaging solutions protect the integrity of our PE coated paper roll products during transportation and storage while facilitating efficient handling operations. Each roll of food grade paper cup material receives appropriate moisture protection and core reinforcement to prevent damage during distribution. Our optimized packaging system for beverage cup printing paper minimizes storage space requirements while ensuring product quality throughout the supply chain.
Comprehensive logistics support accompanies every shipment of our PE coated paper roll products, including detailed handling instructions and storage recommendations. Our experienced logistics team ensures proper handling of food grade paper cup material from production facility to customer warehouse, maintaining product quality and performance characteristics. The efficient distribution network supporting our beverage cup printing paper products enables reliable supply chain management and just-in-time delivery capabilities.
Why Choose Us
Our company has established a reputation for excellence in the global paper coating industry through decades of innovation and customer service. The advanced manufacturing capabilities supporting our PE coated paper roll production combine proven technology with continuous improvement initiatives that drive quality and efficiency. Our commitment to producing superior food grade paper cup material reflects our understanding of customer requirements and market demands across diverse geographic regions.
Technical expertise and responsive customer service distinguish our approach to beverage cup printing paper supply and support. Our international presence enables local support while maintaining global quality standards across all manufacturing locations. The comprehensive product portfolio and customization capabilities supporting our PE coated paper roll offerings provide customers with single-source solutions for complex packaging requirements. Our established relationships with leading food packaging manufacturers worldwide demonstrate the reliability and performance of our food grade paper cup material products.
Conclusion
The exceptional quality and performance characteristics of our PE coated paper roll products position them as the preferred choice for discerning manufacturers seeking superior food packaging solutions. Our premium food grade paper cup material delivers the perfect combination of barrier protection, printability, and processing performance essential for competitive packaging applications. The comprehensive range of beverage cup printing paper specifications ensures optimal solutions for diverse customer requirements while maintaining consistent quality and regulatory compliance. Investment in our advanced PE coated paper roll technology represents a strategic advantage for manufacturers committed to excellence in food packaging and customer satisfaction.