Disposability: Suitable for single-use beverages like coffee, tea, and juices.
Versatile Usage: Ideal for various beverages including beer, soda, and energy drinks.
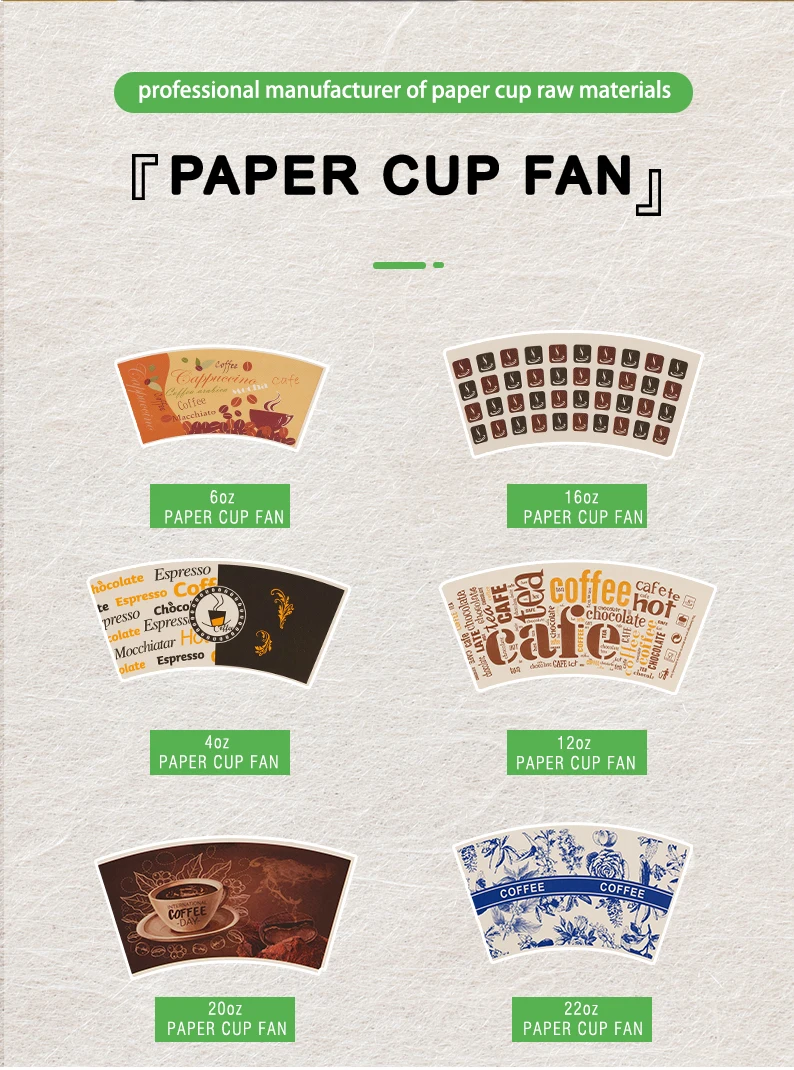
Customizable Dimensions: Tailored sizes from 3 oz to 32 oz for diverse needs.
High Quality Material: PE coated paper ensures durability and easy cleaning.
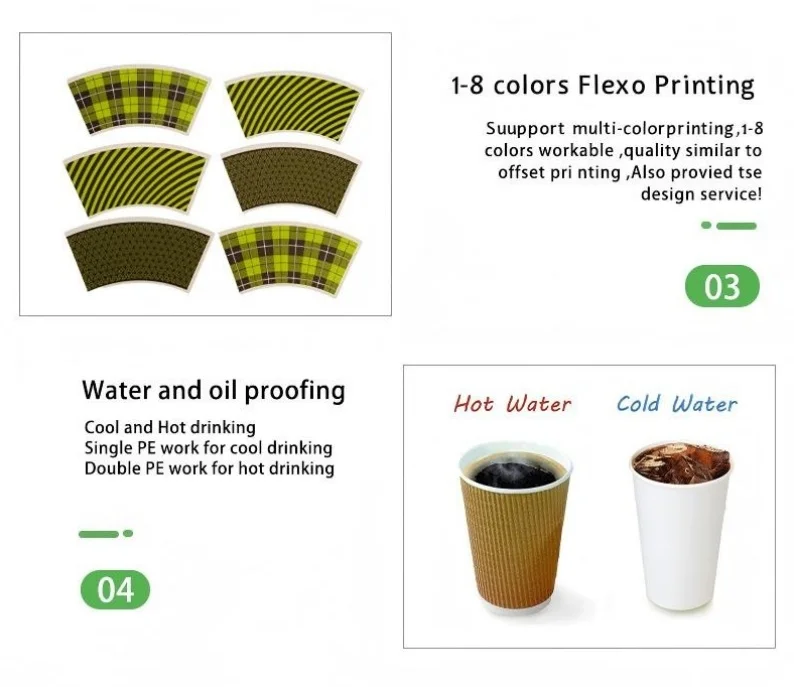
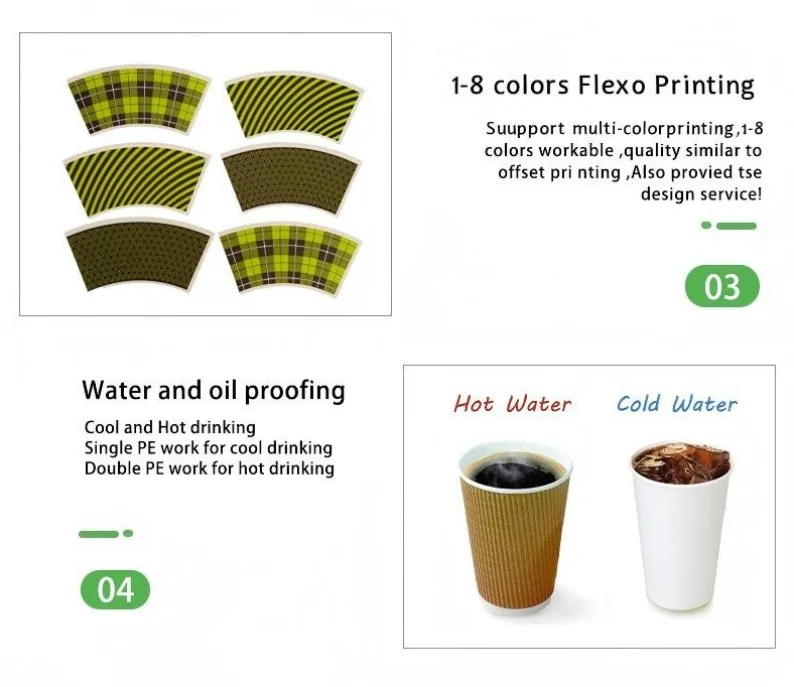
Wide Color Range: Available in 8 colors for personalization and branding.
Material can be chosen: PE/PLA Coated Paper Sheet
Use: Juice, Beer, Tequila, Vodka, Mineral Water, Champagne, Coffee, Wine, Whisky, Brandy, Tea, Soda, Energy Drinks, Carbonated Drinks, Other Beverage
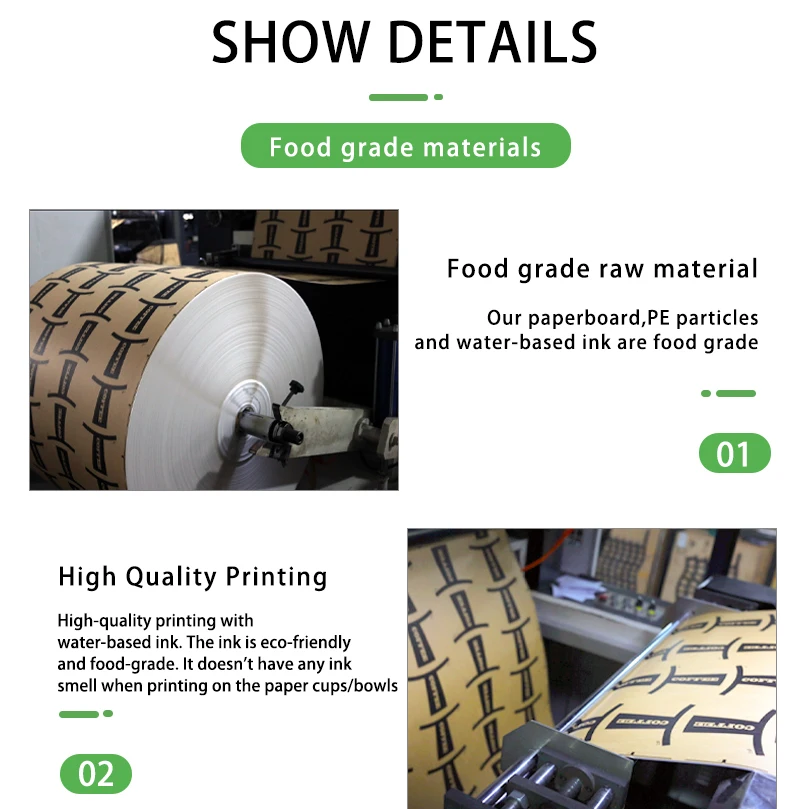
Disposable, waterproof, Eco-Friendly, Food Grade, PE Coating To Prevent Oil And Water, Other, Recyclable, Disposable Eco Friendly Biodegradable
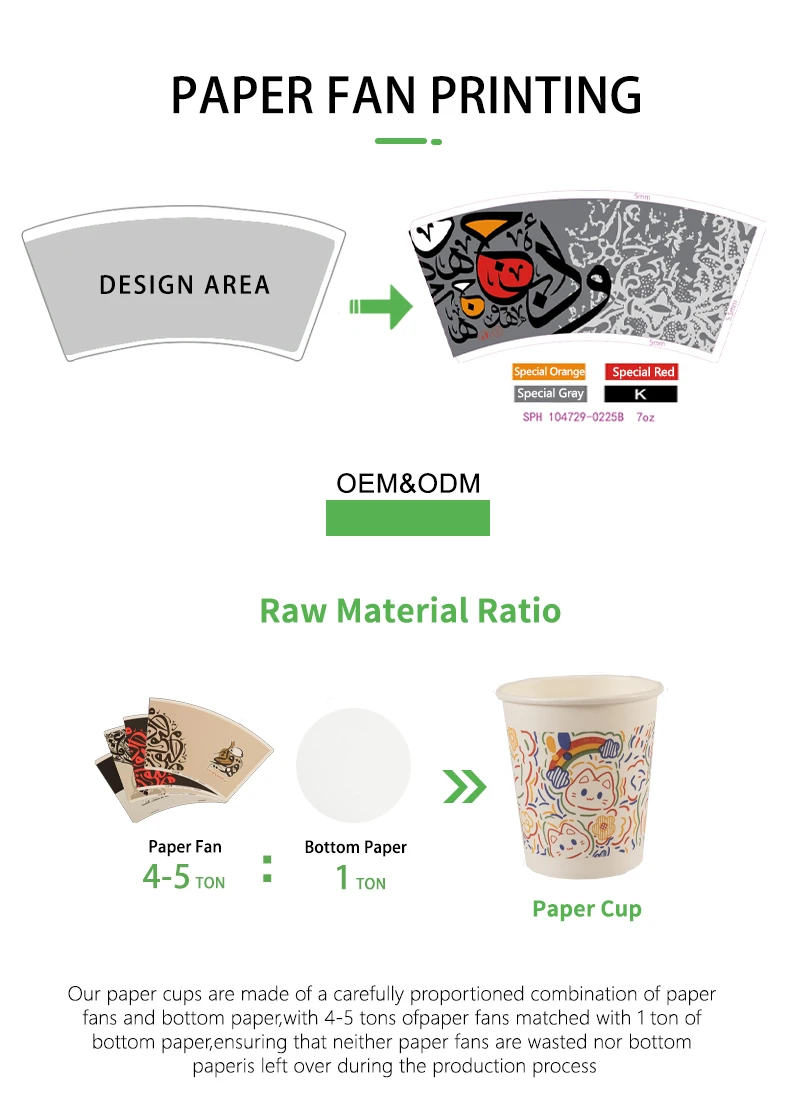
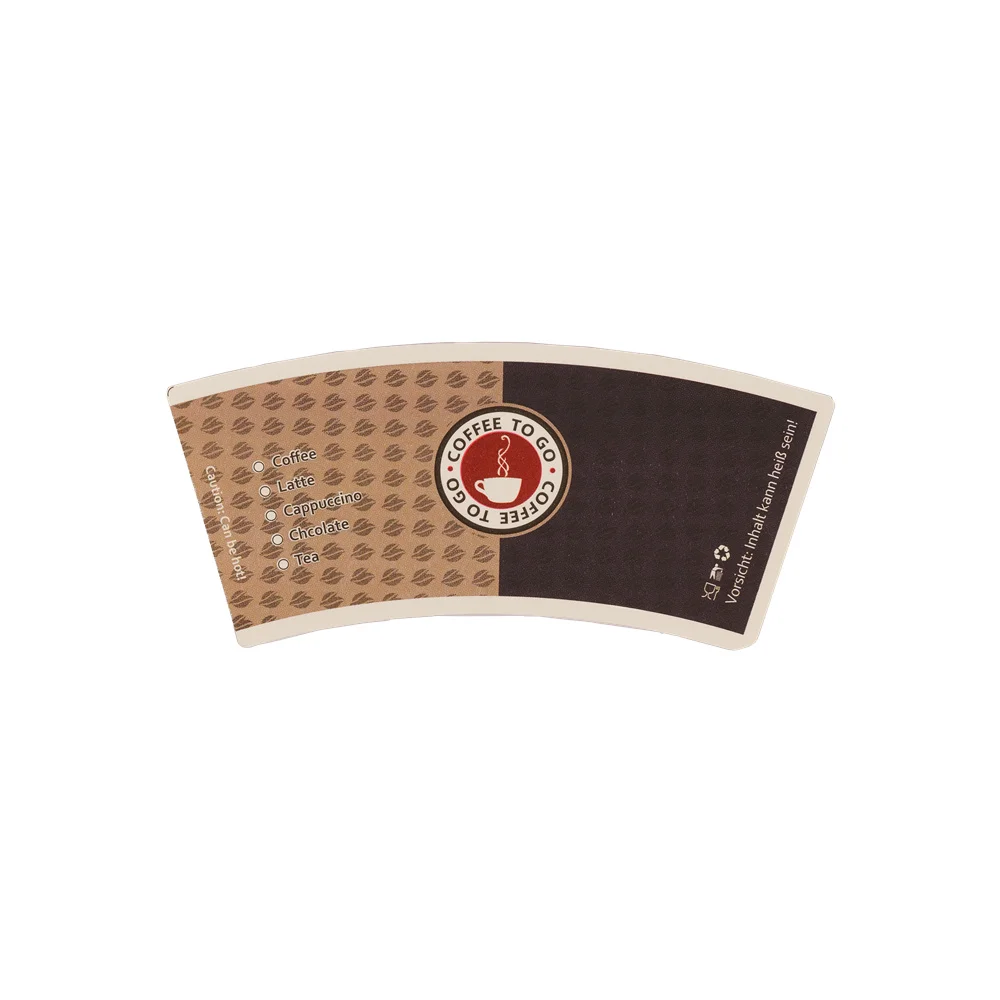
Disposable PE Coated Single Side Paper Cup Fans for Coffee & Beverage Use
Premium PE Coated Paper Solutions for Modern Beverage Industry
In today's competitive beverage industry, PE coated paper has emerged as the cornerstone material for manufacturing high-quality disposable cups. Our manufacturer wholesale raw materials Pe coated paper for coffee beverage cup fan represents the pinnacle of innovation in coffee cup materials, delivering exceptional performance across diverse commercial applications. This specialized beverage cup paper combines advanced polyethylene coating technology with superior base paper substrates to create a product that meets the demanding requirements of modern foodservice establishments.
The global shift toward sustainable yet functional packaging solutions has positioned PE coated paper as an essential component in the beverage cup manufacturing process. Our comprehensive range of coffee cup materials addresses the complex needs of cup manufacturers, distributors, and brand owners who require consistent quality, reliable performance, and cost-effective solutions for their operations.
Advanced Product Overview and Technical Excellence
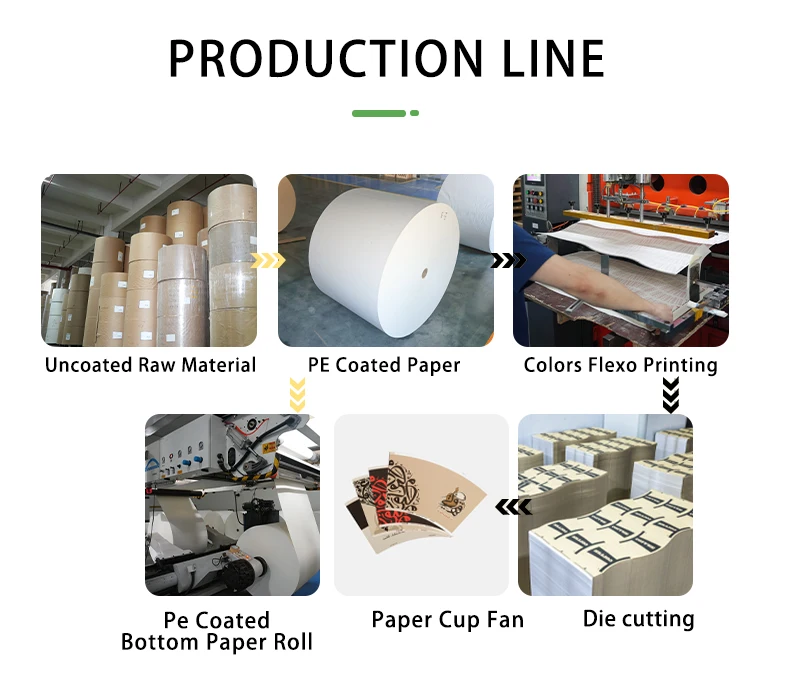
Our beverage cup paper utilizes state-of-the-art polyethylene extrusion coating processes to create a moisture barrier that ensures optimal liquid retention while maintaining structural integrity. The PE coated paper foundation consists of carefully selected virgin fiber base papers that undergo rigorous quality testing to guarantee uniformity and strength characteristics essential for cup forming applications.
The polyethylene coating applied to our coffee cup materials features precise thickness control and excellent adhesion properties that prevent delamination during cup manufacturing and end-use applications. This beverage cup paper demonstrates superior heat resistance properties, making it suitable for hot beverage applications while maintaining excellent cold liquid barrier performance.
Our manufacturing process incorporates advanced quality control systems that monitor every aspect of PE coated paper production, from raw material selection through final product inspection. The resulting coffee cup materials exhibit consistent caliper, moisture content, and coating weight that enable efficient downstream processing and reliable cup formation.
Exceptional Features and Performance Benefits
Superior Barrier Properties
The PE coated paper delivers outstanding liquid barrier performance through its precisely engineered polyethylene layer that prevents moisture penetration while maintaining breathability characteristics. This beverage cup paper effectively resists grease and oil migration, ensuring that beverages maintain their intended flavor profiles without unwanted material interactions.
Our coffee cup materials feature enhanced heat sealability that enables secure seam formation during cup manufacturing processes. The PE coated paper maintains its barrier integrity across a wide temperature range, providing reliable performance for both hot and cold beverage applications.
Enhanced Printability and Aesthetics
The surface characteristics of our beverage cup paper provide excellent printability for both flexographic and offset printing applications. The PE coated paper accepts inks uniformly, resulting in vibrant graphics and consistent color reproduction that enhances brand presentation and consumer appeal.
Our coffee cup materials maintain dimensional stability throughout printing and converting processes, minimizing waste and ensuring consistent cup quality. The beverage cup paper surface resists scuffing and marking during handling, preserving print quality from manufacturing through end-use applications.
Diverse Applications and Market Solutions
Coffee Service Industry
The coffee service sector relies heavily on our PE coated paper for manufacturing cups that meet the demanding requirements of espresso-based beverages, drip coffee, and specialty drink applications. Our coffee cup materials provide the thermal protection and liquid containment necessary for safe beverage service while maintaining cost-effectiveness for high-volume operations.
Coffee shops, convenience stores, and foodservice establishments benefit from the consistent performance of our beverage cup paper in maintaining beverage quality and customer satisfaction. The PE coated paper enables efficient cup manufacturing while supporting sustainable business practices through optimized material usage.
Cold Beverage Applications
Our beverage cup paper excels in cold drink applications, providing reliable moisture barrier properties that prevent condensation-related issues while maintaining structural integrity. The PE coated paper resists softening and deformation when exposed to cold liquids and ice, ensuring consistent cup performance throughout the beverage service period.
Fountain drink operations, juice bars, and smoothie establishments utilize our coffee cup materials technology adapted for cold beverage requirements. The beverage cup paper maintains its barrier properties and structural strength, preventing leakage and ensuring customer satisfaction across diverse cold beverage applications.
Quality Control and International Compliance Standards
Our PE coated paper manufacturing operations adhere to internationally recognized quality management systems that ensure consistent product performance and safety compliance. The coffee cup materials undergo comprehensive testing protocols that evaluate barrier properties, heat resistance, and food safety characteristics according to global regulatory requirements.
Each production lot of beverage cup paper receives thorough quality verification through advanced analytical testing methods that confirm coating uniformity, adhesion strength, and performance specifications. Our quality assurance protocols ensure that every shipment of PE coated paper meets or exceeds customer specifications and industry standards.
The coffee cup materials production facility maintains certifications that demonstrate compliance with food contact regulations across multiple international markets. Our beverage cup paper products undergo regular third-party auditing to verify continued adherence to quality and safety requirements that protect both manufacturers and end consumers.
Customization and Brand Enhancement Options
Tailored Specifications
We offer extensive customization capabilities for our PE coated paper products, enabling cup manufacturers to optimize material specifications for specific application requirements. Our engineering team collaborates with customers to develop coffee cup materials that deliver enhanced performance characteristics while maintaining cost competitiveness.
Custom coating weights, base paper selections, and surface treatments allow for precise optimization of beverage cup paper performance characteristics. The PE coated paper can be engineered to meet specific barrier requirements, printing specifications, and mechanical properties that align with unique manufacturing processes and end-use applications.
Branding Support Solutions
Our coffee cup materials support advanced branding strategies through enhanced printability and surface preparation options. The beverage cup paper can accommodate complex graphic designs, specialty inks, and finishing techniques that create distinctive brand presentations and market differentiation.
Brand owners benefit from the consistent color reproduction and print quality achieved with our PE coated paper substrates. The coffee cup materials maintain graphic integrity throughout the supply chain, ensuring that brand messages reach consumers with maximum impact and professional appearance.
Comprehensive Packaging and Global Logistics Excellence
Our beverage cup paper packaging systems protect product quality during storage and transportation while optimizing logistics efficiency. The PE coated paper products receive moisture-resistant packaging that prevents environmental contamination and maintains material specifications from manufacturing through customer receipt.
We have established global distribution networks that ensure reliable delivery of coffee cup materials to international markets. Our logistics capabilities support just-in-time manufacturing requirements while maintaining the quality integrity of beverage cup paper products throughout the supply chain.
The packaging configurations for our PE coated paper products accommodate various customer handling requirements and storage limitations. Our coffee cup materials arrive ready for immediate use, with packaging designed to minimize waste and support efficient inventory management practices.
Strategic Partnership Advantages and Industry Leadership
Our company brings extensive experience in PE coated paper manufacturing and global market collaboration, establishing us as a trusted partner for businesses seeking reliable coffee cup materials solutions. We maintain active partnerships with leading cup manufacturers and beverage brands across multiple continents, demonstrating our capability to support diverse market requirements.
The technical expertise we have developed in beverage cup paper applications enables us to provide comprehensive support throughout the product development and manufacturing process. Our commitment to innovation ensures that our PE coated paper products continue to evolve with changing market demands and technological advancements.
We offer dedicated customer support services that assist with product selection, application optimization, and troubleshooting for coffee cup materials applications. Our technical team provides ongoing consultation to help customers maximize the performance potential of our beverage cup paper products while achieving their operational and sustainability objectives.
Conclusion
Our manufacturer wholesale raw materials Pe coated paper for coffee beverage cup fan represents the optimal solution for businesses seeking superior PE coated paper products that deliver consistent performance across diverse applications. The combination of advanced manufacturing technology, rigorous quality control, and comprehensive customization capabilities positions our coffee cup materials as the preferred choice for discerning manufacturers and brand owners.
The exceptional barrier properties, printability characteristics, and processing compatibility of our beverage cup paper create significant value for customers while supporting their sustainability and profitability objectives. Our commitment to quality excellence and customer partnership ensures that every shipment of PE coated paper meets the demanding requirements of modern beverage cup applications. The proven performance and reliability of our coffee cup materials make them an essential component for successful beverage packaging operations worldwide.