


Disposability: Suitable for single-use beverages like coffee, tea, and juices.
Versatile Usage: Ideal for various beverages including beer, soda, and energy drinks.
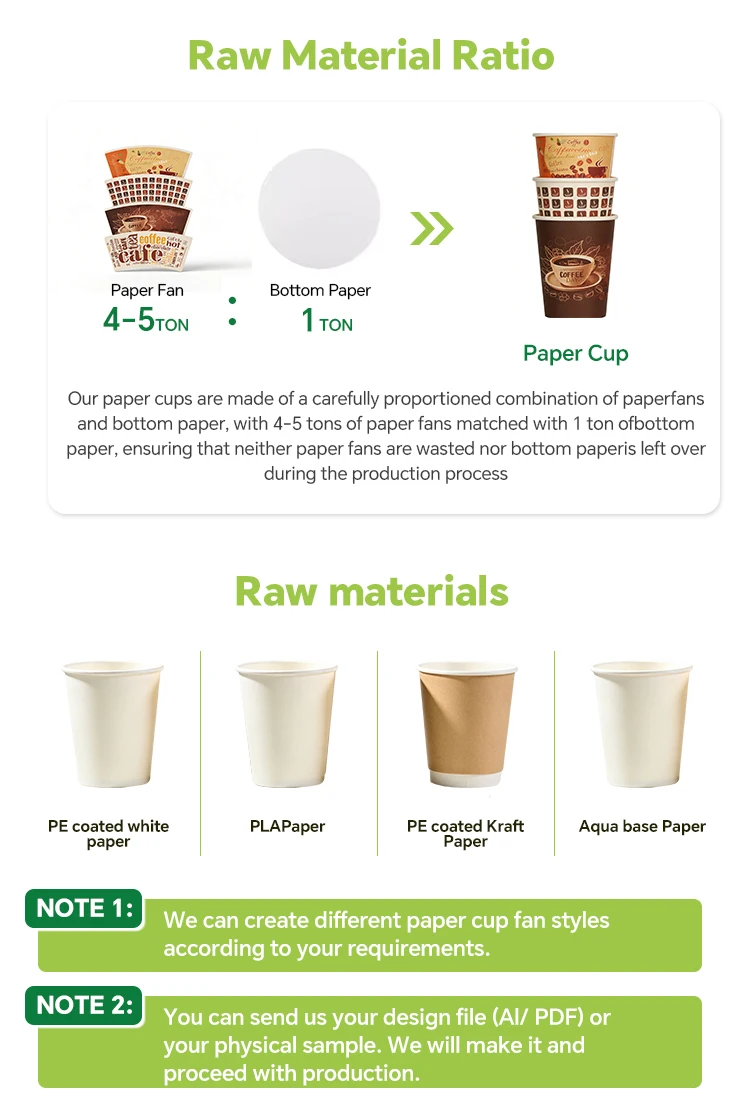
Customizable Dimensions: Tailored sizes from 3 oz to 32 oz for diverse needs.
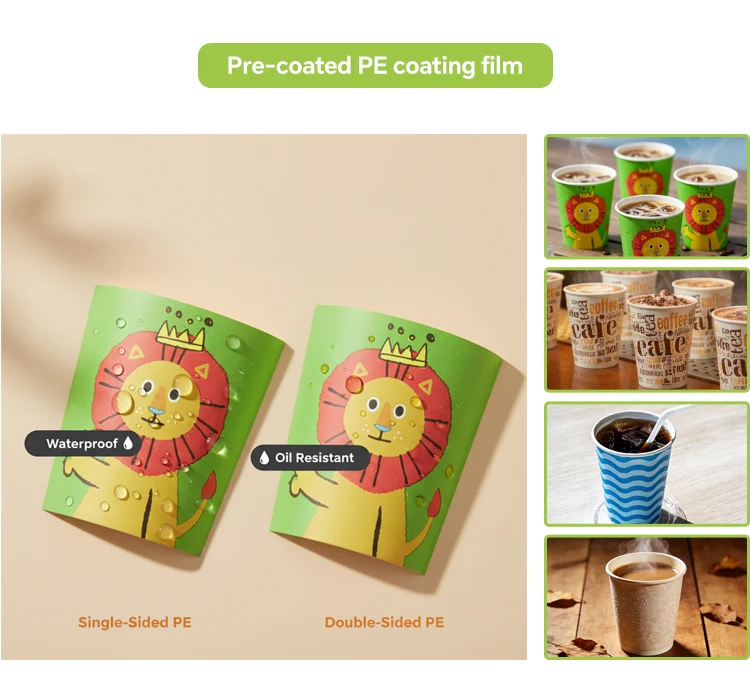
High Quality Material: PE coated paper ensures durability and easy cleaning.
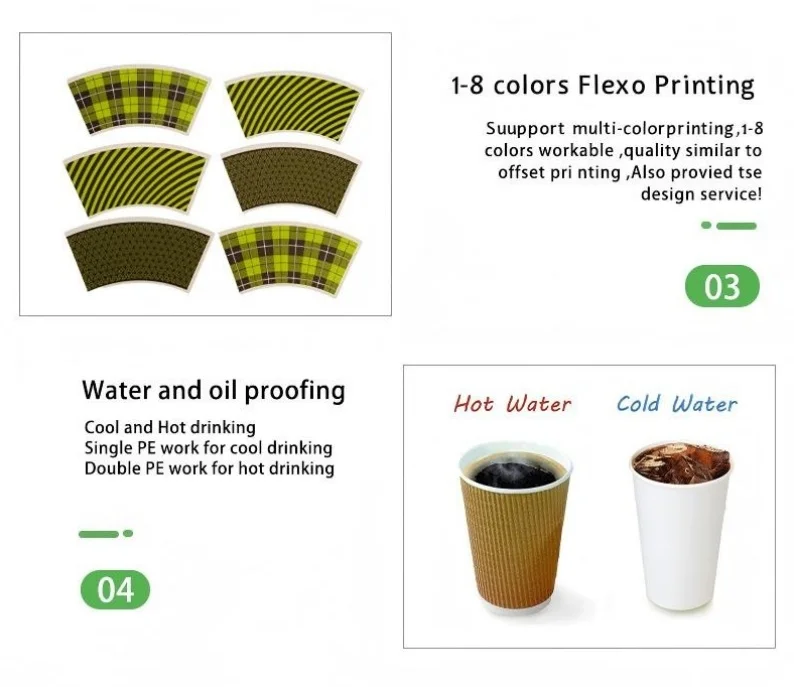
Wide Color Range: Available in 8 colors for personalization and branding.
Material can be chosen: PE/PLA Coated Paper Sheet
Use: Juice, Beer, Tequila, Vodka, Mineral Water, Champagne, Coffee, Wine, Whisky, Brandy, Tea, Soda, Energy Drinks, Carbonated Drinks, Other Beverage
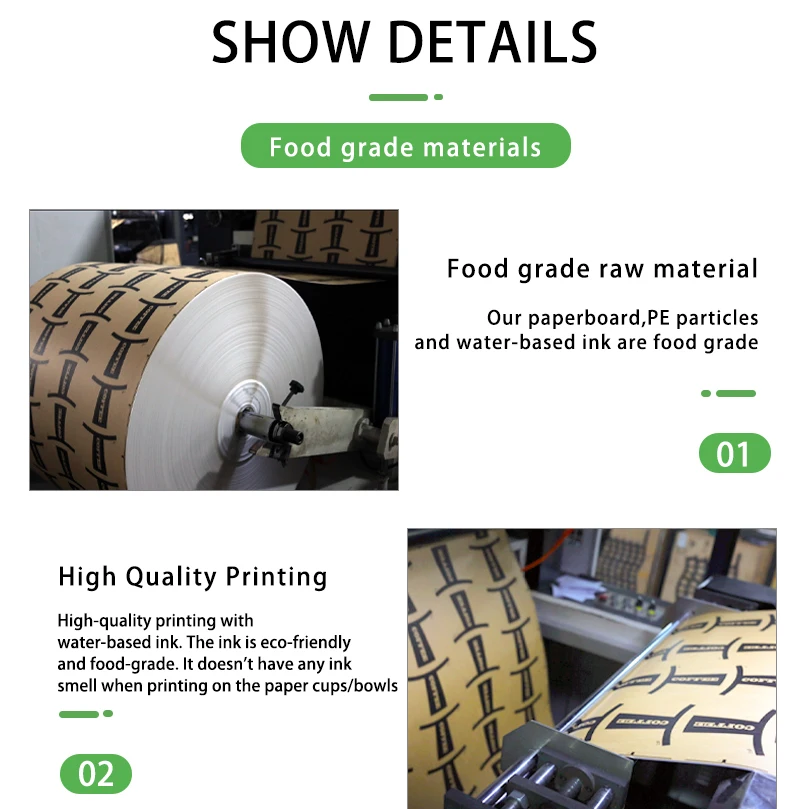
Disposable, waterproof, Eco-Friendly, Food Grade, PE Coating To Prevent Oil And Water, Other, Recyclable, Disposable Eco Friendly Biodegradable
China High Quality Factory Price Custom Design Pe Coated Paper Cup Fan for Making Paper Cups
Premium PE Coated Paper Cup Fans for Professional Beverage Service
The beverage industry demands reliable, high-performance materials that deliver consistent quality and safety standards. Our PE coated paper cup fans represent the pinnacle of modern packaging technology, specifically engineered for professional coffee service and carbonated beverage applications. These food grade paper sheets undergo rigorous quality control processes to ensure optimal performance in commercial environments worldwide.
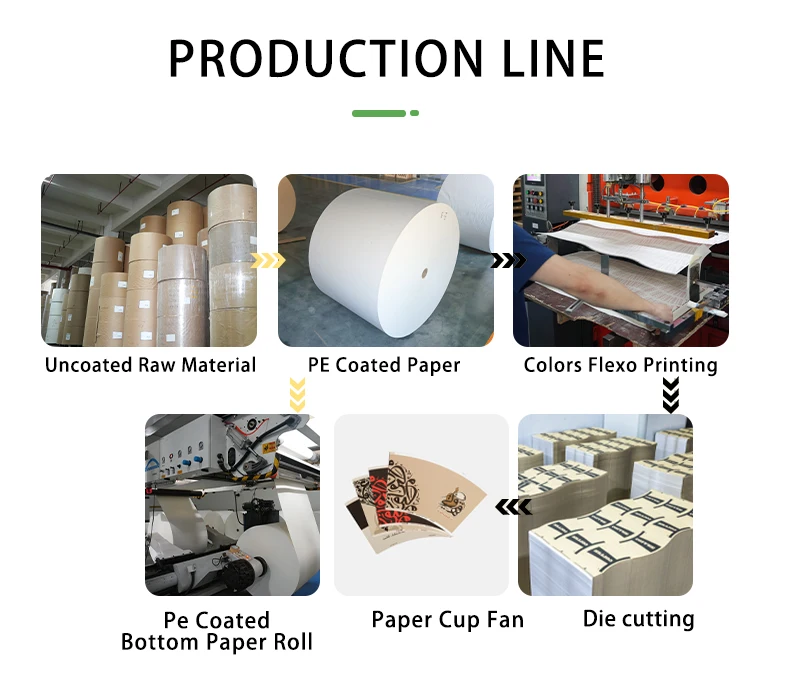
Manufacturing excellence drives every aspect of our coffee cup paper production, from raw material selection to final quality inspection. Our PE coated paper cup fans feature advanced polyethylene coating technology that creates an effective moisture barrier while maintaining structural integrity under demanding service conditions. The superior coating process ensures that our food grade paper sheets deliver consistent performance across various temperature ranges and beverage types.
Professional beverage service providers recognize the importance of reliable packaging materials that maintain product quality and consumer safety. Our coffee cup paper solutions meet these demanding requirements through innovative manufacturing processes and stringent quality control measures. Each batch of PE coated paper cup fans undergoes comprehensive testing to verify coating uniformity, moisture resistance, and overall performance characteristics.
Comprehensive Product Overview
Our PE coated paper cup fans are manufactured using premium base paper materials combined with food-safe polyethylene coating systems. The coating process creates a seamless barrier that prevents liquid penetration while maintaining the natural breathability characteristics essential for optimal beverage service. These food grade paper sheets are specifically designed to meet the diverse needs of coffee shops, restaurants, and beverage manufacturers worldwide.
The advanced manufacturing process ensures that our coffee cup paper maintains consistent thickness and coating distribution across every sheet. This uniformity is crucial for automated cup forming processes and ensures reliable performance in high-volume production environments. Our PE coated paper cup fans are compatible with standard cup forming machinery and require minimal adjustment for seamless integration into existing production lines.
Quality assurance protocols govern every stage of production, from initial material inspection to final packaging. Our food grade paper sheets undergo continuous monitoring throughout the manufacturing process to ensure compliance with international food safety standards. The result is coffee cup paper that delivers predictable performance and maintains beverage quality from production to consumption.
Advanced Features and Performance Benefits
Superior Moisture Barrier Technology
The polyethylene coating on our PE coated paper cup fans creates an effective barrier against moisture penetration while maintaining optimal heat transfer characteristics. This advanced coating system ensures that beverages maintain their intended temperature and flavor profile throughout the service period. Our food grade paper sheets provide reliable protection against condensation and external moisture that could compromise cup integrity.
Temperature resistance is a critical factor in beverage service applications, and our coffee cup paper excels in both hot and cold beverage environments. The coating system remains stable across temperature variations, ensuring that cups formed from our PE coated paper cup fans maintain their structural integrity regardless of beverage temperature. This versatility makes our food grade paper sheets suitable for diverse beverage service applications.
Enhanced Printability and Branding Capability
Surface characteristics of our coffee cup paper are optimized for high-quality printing applications, enabling vibrant graphics and precise text reproduction. The smooth, consistent surface created by the polyethylene coating provides excellent ink adhesion and color reproduction. Brand owners can confidently apply their graphics to our PE coated paper cup fans knowing that the final product will accurately represent their brand identity.
Print quality remains consistent across large production runs, thanks to the uniform surface characteristics of our food grade paper sheets. This consistency is essential for brand integrity and ensures that every cup meets the same high standards for visual appeal and professional appearance. Our coffee cup paper accepts various printing technologies, providing flexibility for different production requirements and design specifications.
Diverse Applications and Use Cases
Coffee Service Applications
Professional coffee service demands materials that preserve beverage quality and enhance the customer experience. Our PE coated paper cup fans are specifically formulated to meet these demanding requirements, providing reliable performance in high-volume coffee service environments. The coating system prevents flavor contamination while maintaining the optimal heat transfer characteristics essential for premium coffee service.
Specialty coffee applications benefit from the consistent performance characteristics of our food grade paper sheets. Whether serving espresso-based beverages or drip coffee, our coffee cup paper maintains beverage temperature and prevents unwanted flavor transfer. The neutral characteristics of our PE coated paper cup fans ensure that the natural coffee flavors remain uncompromised throughout the service period.
Carbonated Beverage Applications
Carbonated beverages present unique challenges for packaging materials, requiring superior moisture barrier properties and structural integrity. Our food grade paper sheets excel in these applications, providing reliable containment for carbonated beverages while maintaining cup stability. The advanced coating system prevents CO2 loss and maintains beverage carbonation levels throughout the service period.
Cold beverage service benefits from the condensation resistance properties of our coffee cup paper. External moisture control prevents cup degradation and maintains structural integrity even in high-humidity environments. Our PE coated paper cup fans provide reliable performance for various carbonated beverage types, from soft drinks to specialty carbonated beverages.
Food Service Integration
Restaurant and food service applications require packaging materials that integrate seamlessly with existing operations. Our food grade paper sheets are designed for compatibility with standard food service protocols and equipment. The consistent performance characteristics of our PE coated paper cup fans ensure reliable operation in demanding commercial environments.
Multi-use food service operations benefit from the versatility of our coffee cup paper. These materials perform equally well for hot beverages, cold drinks, and specialty beverage applications. This versatility simplifies inventory management and reduces the complexity of material selection for food service operators.
Quality Control and Compliance Standards
Rigorous quality control measures ensure that every batch of PE coated paper cup fans meets or exceeds international food safety standards. Our manufacturing processes incorporate multiple inspection points to verify coating uniformity, material consistency, and overall product quality. These comprehensive quality measures ensure that our food grade paper sheets provide reliable performance in demanding commercial applications.
Food safety compliance is fundamental to our manufacturing philosophy, with every aspect of production designed to meet stringent safety requirements. Our coffee cup paper undergoes extensive testing to verify compliance with food contact regulations in major international markets. The polyethylene coating system used in our PE coated paper cup fans meets food-grade specifications and provides safe contact with various beverage types.
Continuous improvement processes ensure that our food grade paper sheets incorporate the latest advances in food safety technology and manufacturing excellence. Regular audits and certifications validate our commitment to quality and safety, providing confidence to customers worldwide. Our coffee cup paper represents the culmination of advanced manufacturing technology and uncompromising quality standards.
Customization and Branding Options
Brand differentiation requires packaging materials that support creative expression while maintaining functional performance. Our PE coated paper cup fans provide an excellent foundation for custom printing applications, enabling brands to create distinctive packaging that enhances customer recognition. The superior surface characteristics of our food grade paper sheets ensure that custom graphics and branding elements reproduce accurately and consistently.
Color matching capabilities allow brands to achieve precise color reproduction using our coffee cup paper as the printing substrate. The neutral base color and smooth surface texture of our PE coated paper cup fans provide optimal conditions for accurate color reproduction across various printing technologies. This capability enables brands to maintain consistent visual identity across their entire packaging portfolio.
Custom sizing options accommodate diverse packaging requirements while maintaining the performance characteristics that define our food grade paper sheets. Whether for standard cup sizes or specialty applications, our coffee cup paper can be manufactured to precise specifications. This flexibility enables packaging designers to optimize their designs without compromising material performance or manufacturing efficiency.
Packaging and Logistics Support
Efficient logistics management is essential for successful international distribution of PE coated paper cup fans. Our packaging systems are designed to protect material integrity during transportation while optimizing shipping efficiency. Protective packaging ensures that our food grade paper sheets arrive in perfect condition regardless of shipping distance or environmental conditions encountered during transit.
Inventory management support helps customers optimize their material planning and reduce storage requirements. Our coffee cup paper packaging systems are designed for efficient storage and easy handling in customer facilities. Standardized packaging formats for our PE coated paper cup fans simplify inventory management and reduce handling costs for distributors and end users.
International shipping expertise ensures that our food grade paper sheets reach global customers efficiently and reliably. Documentation support and regulatory compliance assistance facilitate smooth customs clearance and delivery processes. Our logistics team works closely with international freight partners to ensure that coffee cup paper shipments arrive on schedule and in perfect condition.
Why Choose Our Premium Paper Solutions
Market leadership in PE coated paper cup fans manufacturing stems from our commitment to innovation and quality excellence. Our advanced manufacturing capabilities enable us to produce food grade paper sheets that consistently exceed customer expectations for performance and reliability. This dedication to excellence has established our coffee cup paper as a preferred choice for discerning customers worldwide.
Technical expertise and manufacturing excellence combine to deliver PE coated paper cup fans that meet the most demanding application requirements. Our experienced team understands the unique challenges faced by beverage service providers and has developed food grade paper sheets that address these challenges effectively. This deep industry knowledge ensures that our coffee cup paper solutions provide optimal performance in real-world applications.
Global market presence and established distribution networks ensure reliable access to our PE coated paper cup fans regardless of customer location. International partnerships and regional distribution centers provide local support while maintaining the consistent quality standards that define our food grade paper sheets. This global reach combined with local service capabilities makes our coffee cup paper an ideal choice for international beverage brands and distributors.
Sustainable Manufacturing Excellence
Environmental responsibility drives our approach to manufacturing PE coated paper cup fans while maintaining the performance characteristics essential for commercial success. Sustainable sourcing practices ensure that our food grade paper sheets are produced using responsibly managed forest resources. This commitment to sustainability extends throughout our manufacturing processes without compromising the quality or performance of our coffee cup paper.
Manufacturing efficiency improvements reduce waste and optimize resource utilization in the production of PE coated paper cup fans. Advanced process control systems minimize material waste while ensuring consistent quality across all production runs. These efficiency measures benefit both environmental sustainability and product cost-effectiveness, making our food grade paper sheets an environmentally responsible choice for conscious consumers.
Recycling compatibility considerations are integrated into the design of our coffee cup paper to support circular economy initiatives. The materials and coating systems used in our PE coated paper cup fans are selected to facilitate recycling processes where appropriate infrastructure exists. This forward-thinking approach ensures that our food grade paper sheets align with evolving sustainability requirements in the packaging industry.
Conclusion
Our PE coated paper cup fans represent the optimal choice for professional beverage service applications requiring superior performance, reliability, and quality assurance. These premium food grade paper sheets combine advanced manufacturing technology with rigorous quality control to deliver consistent results in demanding commercial environments. The versatility and performance characteristics of our coffee cup paper make it suitable for diverse beverage applications while maintaining the highest standards for food safety and consumer protection.
Investment in premium PE coated paper cup fans delivers long-term value through reliable performance, consistent quality, and comprehensive customer support. Our commitment to manufacturing excellence ensures that every batch of food grade paper sheets meets or exceeds international quality standards. Choose our coffee cup paper solutions for applications that demand uncompromising quality and proven performance in today's competitive beverage service market.