Disposability: Suitable for single-use beverages like coffee, tea, and juices.
Versatile Usage: Ideal for various beverages including beer, soda, and energy drinks.
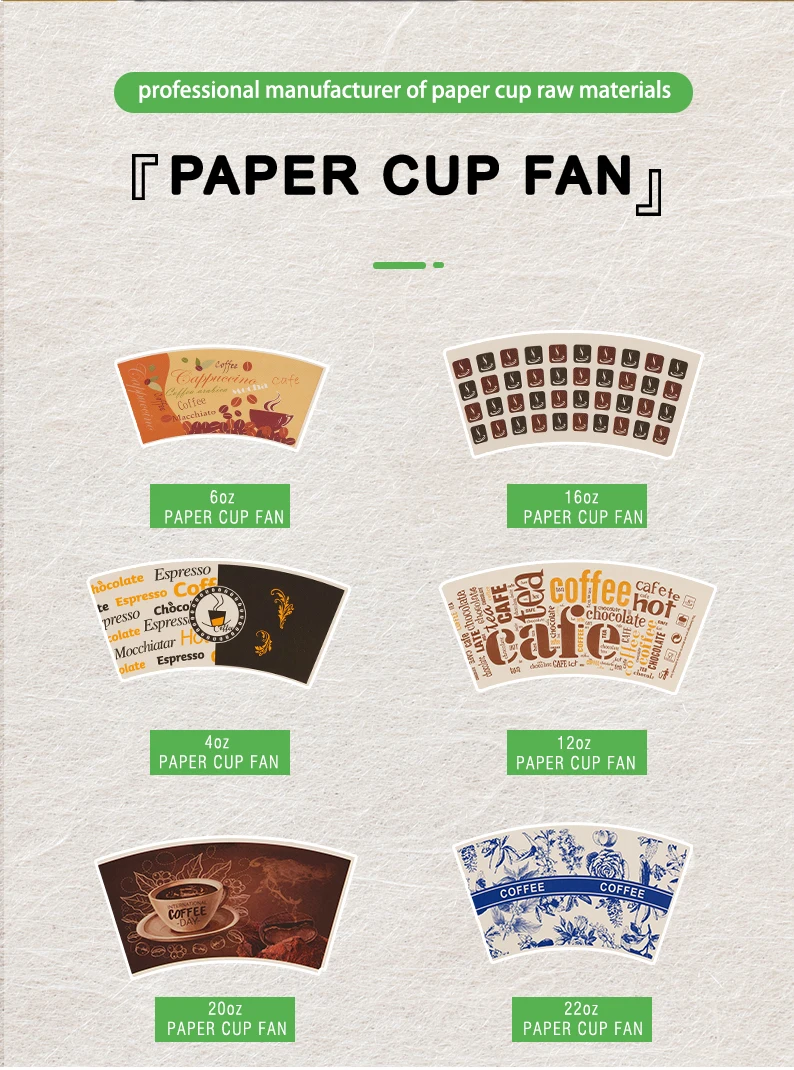
Customizable Dimensions: Tailored sizes from 3 oz to 32 oz for diverse needs.
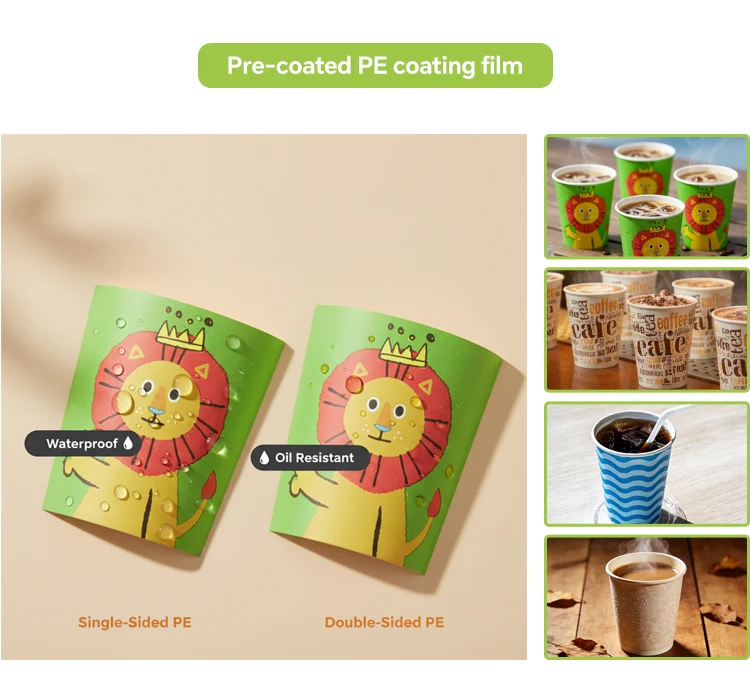
High Quality Material: PE coated paper ensures durability and easy cleaning.
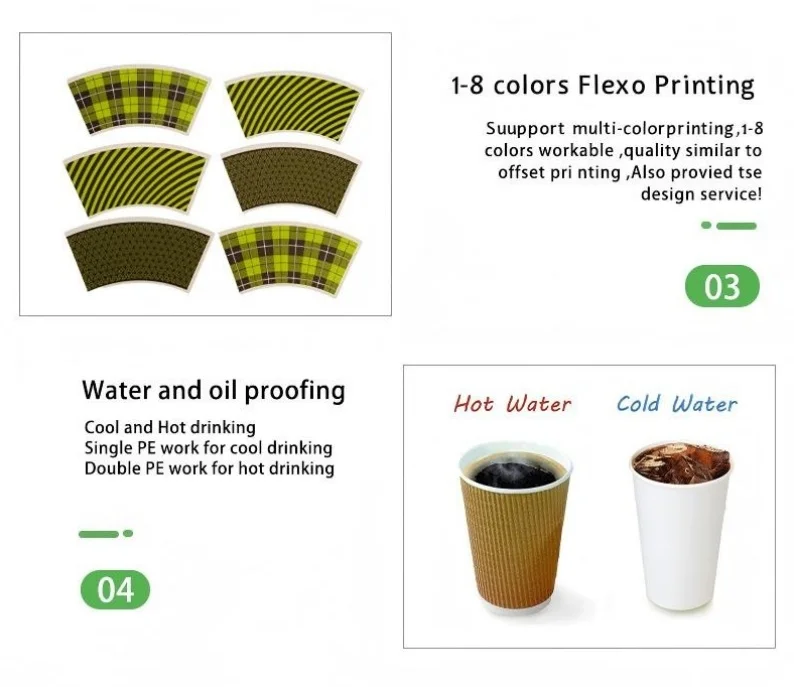
Wide Color Range: Available in 8 colors for personalization and branding.
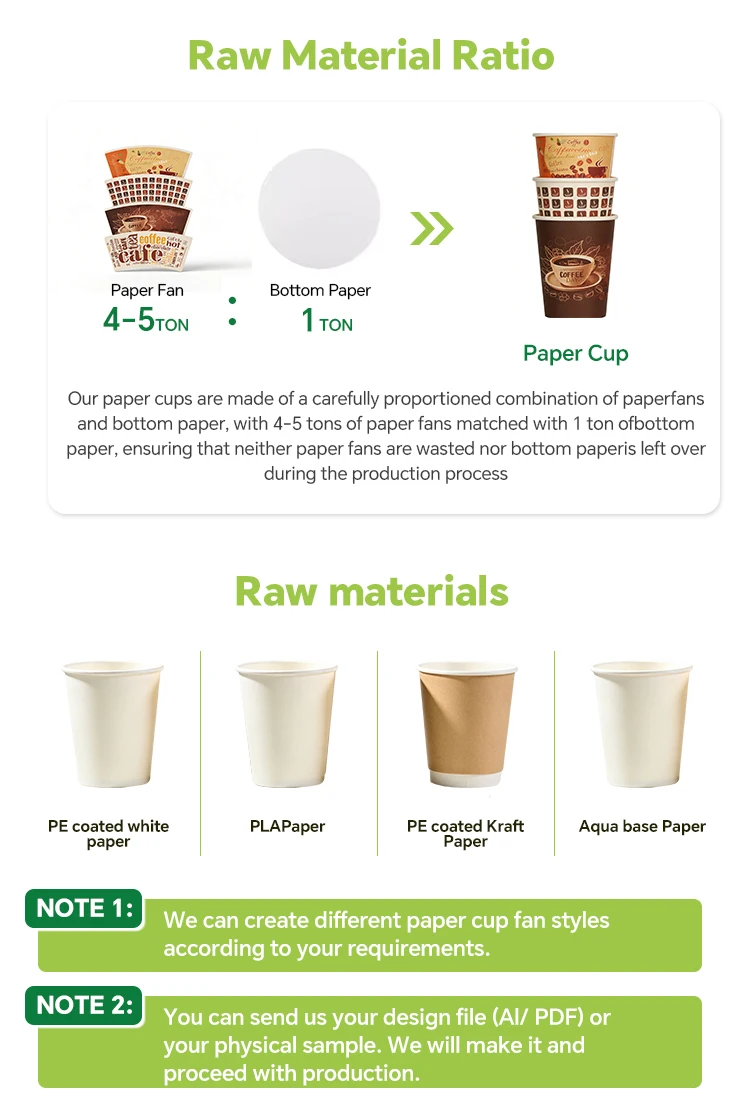
Material can be chosen: PE/PLA Coated Paper Sheet
Use: Juice, Beer, Tequila, Vodka, Mineral Water, Champagne, Coffee, Wine, Whisky, Brandy, Tea, Soda, Energy Drinks, Carbonated Drinks, Other Beverage
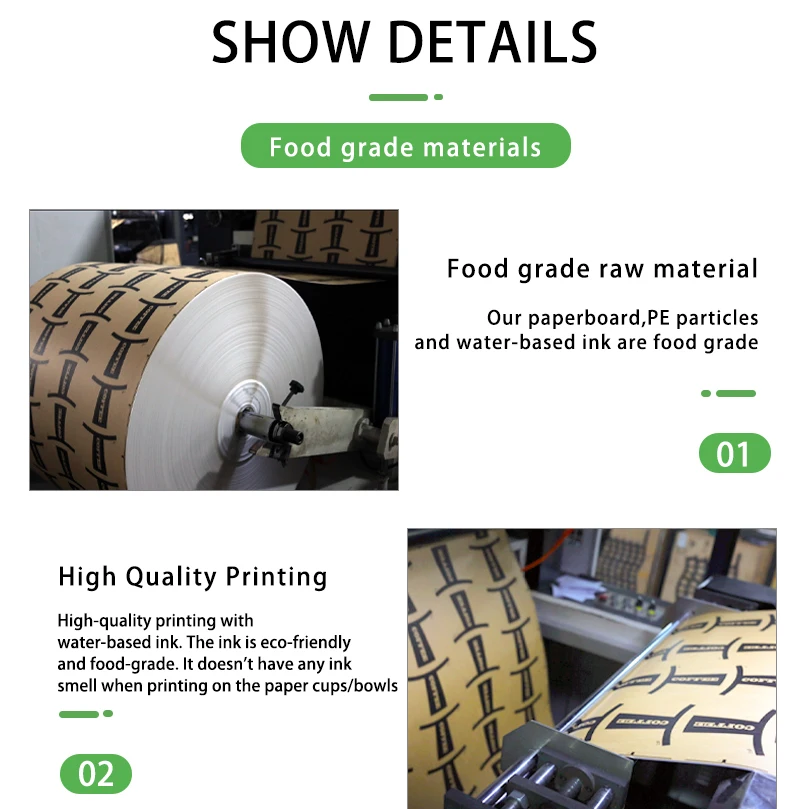
Disposable, waterproof, Eco-Friendly, Food Grade, PE Coating To Prevent Oil And Water, Other, Recyclable, Disposable Eco Friendly Biodegradable
China High Quality Factory Price Custom Design Pe Coated Paper Cup Fan for Making Paper Cups
Introduction to Advanced PE Coated Paper Solutions
The modern beverage and food service industry demands exceptional quality materials that deliver both functionality and reliability. Our PE coated paper represents the pinnacle of innovation in disposable packaging solutions, specifically engineered for demanding commercial applications. This premium waterproof paper coating technology ensures superior performance across diverse environmental conditions while maintaining the structural integrity essential for professional food service operations.
As a leading manufacturer with extensive international market presence, we specialize in producing high-grade coffee cup paper material that meets the rigorous standards of global distributors and commercial buyers. Our advanced PE coated paper manufacturing processes incorporate cutting-edge polymer application techniques, resulting in products that consistently outperform conventional alternatives in both durability and cost-effectiveness.
Product Overview and Technical Excellence
Our premium PE coated paper delivers exceptional barrier properties through innovative polyethylene coating technology. This advanced waterproof paper coating system creates an impermeable barrier that prevents liquid penetration while maintaining optimal heat resistance characteristics. The sophisticated manufacturing process ensures uniform coating distribution, resulting in consistent performance across all production batches.
The specialized coffee cup paper material incorporates food-grade polyethylene formulations that comply with international safety standards. Our PE coated paper substrate utilizes high-quality base materials that provide excellent printability and converting characteristics. The precision-engineered waterproof paper coating maintains its protective properties even under extreme temperature variations, making it ideal for both hot and cold beverage applications.
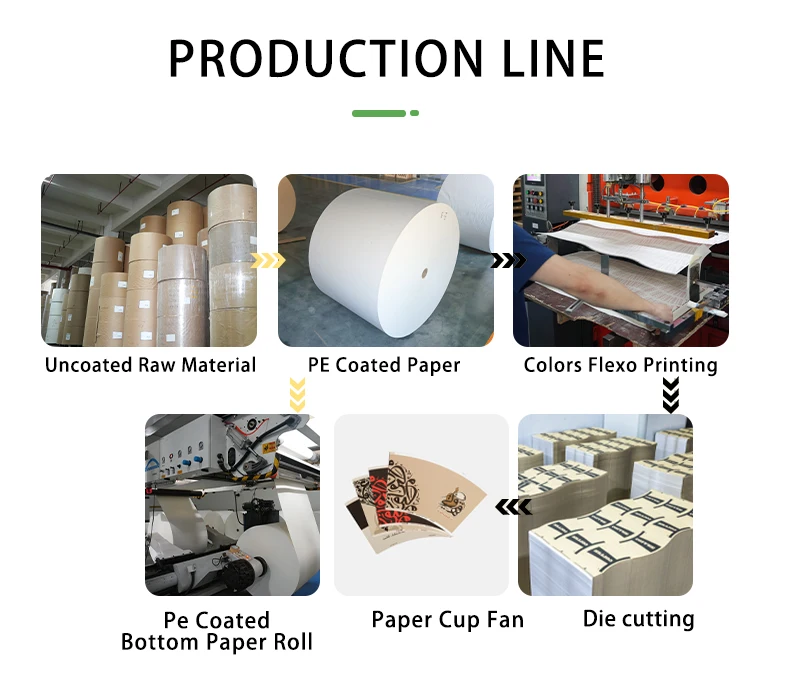
Advanced Manufacturing Technology
The production of our premium coffee cup paper material involves sophisticated extrusion coating processes that ensure optimal polymer adhesion. Our state-of-the-art facilities utilize precision temperature control systems to achieve consistent PE coated paper quality throughout the manufacturing cycle. The advanced waterproof paper coating application technology guarantees uniform thickness distribution and superior seal integrity.
Features and Performance Benefits
The exceptional barrier properties of our PE coated paper provide unmatched protection against moisture, oils, and various liquid substances. This superior waterproof paper coating technology ensures that end products maintain their structural integrity even under challenging operational conditions. The enhanced durability characteristics make our coffee cup paper material particularly suitable for extended storage periods and international shipping requirements.
Temperature resistance represents a critical advantage of our advanced PE coated paper formulations. The specialized polymer composition maintains its protective properties across wide temperature ranges, ensuring reliable performance in both frozen and heated applications. Our waterproof paper coating technology demonstrates exceptional thermal stability, preventing delamination or coating failure under thermal stress conditions.
Superior Printability and Converting Performance
The carefully engineered surface characteristics of our coffee cup paper material provide excellent ink adhesion and color reproduction capabilities. Professional printing operations benefit from the consistent surface energy of our PE coated paper, which ensures uniform ink transfer and vibrant graphic quality. The optimized waterproof paper coating formulation maintains its printing properties throughout the converting process, delivering superior finished product appearance.
Converting efficiency represents another significant advantage of our premium PE coated paper technology. The enhanced machinability characteristics reduce equipment downtime and improve overall production throughput. Our specialized coffee cup paper material demonstrates excellent die-cutting performance and sealing characteristics, enabling efficient high-speed converting operations.
Applications and Industry Use Cases
The versatility of our PE coated paper makes it suitable for numerous commercial applications beyond traditional coffee cup manufacturing. Food service operators worldwide rely on our superior waterproof paper coating technology for various disposable packaging solutions including takeaway containers, food wraps, and institutional serving products. The exceptional barrier properties ensure product freshness and prevent contamination across diverse food service environments.
Quick-service restaurant chains particularly value the reliability of our coffee cup paper material for high-volume beverage operations. The advanced PE coated paper formulation maintains its protective characteristics even during peak service periods, ensuring consistent customer experience. International food service distributors appreciate the proven performance record of our waterproof paper coating technology across multiple market segments.
Specialized Commercial Applications
Healthcare and institutional food service sectors benefit from the hygienic properties of our premium coffee cup paper material. The non-porous surface created by our advanced PE coated paper technology prevents bacterial growth and facilitates easy cleaning procedures. Educational institutions and corporate cafeterias rely on the consistent performance of our waterproof paper coating for large-scale food service operations.
Retail coffee chains and specialty beverage outlets depend on the superior heat retention properties of our PE coated paper for premium customer experiences. The enhanced insulation characteristics of our coffee cup paper material maintain optimal beverage temperatures while preventing exterior condensation. Our waterproof paper coating technology ensures comfortable handling even with extremely hot beverages.
Quality Control and Compliance Standards
Our comprehensive quality management systems ensure consistent PE coated paper performance through rigorous testing protocols at every production stage. Advanced laboratory facilities conduct extensive barrier property evaluations, confirming that our waterproof paper coating meets international performance standards. The quality assurance procedures encompass raw material verification, process monitoring, and finished product validation to guarantee reliable coffee cup paper material performance.
International compliance represents a fundamental aspect of our PE coated paper manufacturing operations. Our products undergo extensive testing to verify conformance with global food contact regulations and environmental standards. The waterproof paper coating formulations utilize only approved raw materials that meet stringent safety requirements across multiple international markets.
Environmental Responsibility and Sustainability
Sustainable manufacturing practices guide our coffee cup paper material production processes, incorporating environmentally responsible technologies and raw material sourcing. Our PE coated paper manufacturing facilities operate under strict environmental management systems that minimize waste generation and energy consumption. The recyclability characteristics of our waterproof paper coating technology support circular economy initiatives across the packaging industry.
Customization and Branding Options
Comprehensive customization capabilities enable clients to specify precise PE coated paper characteristics that meet unique application requirements. Our technical team collaborates with customers to optimize waterproof paper coating properties for specific end-use applications, ensuring optimal performance across diverse operational conditions. Flexible formulation options allow customization of coffee cup paper material properties including barrier strength, thermal resistance, and converting characteristics.
Brand enhancement opportunities through our premium PE coated paper technology include specialized surface treatments that improve printing adhesion and color vibrancy. Custom waterproof paper coating formulations can incorporate specific functional additives that enhance product differentiation in competitive markets. Our coffee cup paper material customization services support brand positioning strategies through superior performance characteristics and visual appeal.
Technical Support and Development Services
Professional technical support services accompany our PE coated paper products, ensuring optimal implementation across customer manufacturing processes. Experienced application engineers provide guidance on converting parameters and quality optimization for waterproof paper coating applications. Continuous product development initiatives focus on advancing coffee cup paper material performance characteristics to meet evolving market demands.
Packaging and Logistics Support
Professional packaging systems protect our PE coated paper products during international shipping and extended storage periods. Moisture-resistant packaging materials prevent contamination and maintain optimal product characteristics throughout the distribution chain. Our waterproof paper coating products receive specialized handling procedures that preserve quality standards from manufacturing facility to end-user locations.
Comprehensive logistics support services facilitate efficient international distribution of our coffee cup paper material products. Experienced supply chain management ensures timely delivery while maintaining product integrity across diverse geographic markets. Our PE coated paper distribution network provides reliable access to premium waterproof paper coating solutions for customers worldwide.
Why Choose Our Premium Solutions
Industry-leading expertise in PE coated paper manufacturing enables us to deliver consistent quality that exceeds customer expectations across multiple market segments. Our commitment to innovation drives continuous improvement in waterproof paper coating technology, ensuring that clients receive the most advanced solutions available. The proven performance record of our coffee cup paper material products demonstrates reliability across demanding commercial applications.
Global manufacturing capabilities and quality systems ensure consistent PE coated paper supply for international customers. Our comprehensive understanding of diverse market requirements enables customization of waterproof paper coating properties to meet specific regional preferences and regulatory standards. Professional technical support and responsive customer service complement our superior coffee cup paper material products.
Long-term Partnership Value
Strategic partnerships with raw material suppliers enable us to maintain consistent PE coated paper quality while optimizing cost structures for customer benefit. Our collaborative approach to product development ensures that waterproof paper coating innovations align with evolving market trends and customer requirements. Continuous investment in manufacturing technology maintains our competitive advantage in coffee cup paper material production.
Conclusion
Our premium PE coated paper solutions represent the optimal choice for demanding commercial applications requiring superior barrier performance and reliability. The advanced waterproof paper coating technology delivers exceptional value through enhanced product protection, improved converting efficiency, and consistent quality performance. International food service professionals and packaging converters continue to rely on our proven coffee cup paper material solutions for critical applications.
The combination of technical excellence, manufacturing capability, and customer support services positions our PE coated paper products as the preferred choice for discerning international buyers. Our commitment to quality and innovation ensures that customers receive waterproof paper coating solutions that meet the highest industry standards. Choose our advanced coffee cup paper material technology to achieve superior performance and competitive advantage in today's demanding marketplace.