

Disposability: Suitable for single-use beverages like coffee, tea, and juices.
Versatile Usage: Ideal for various beverages including beer, soda, and energy drinks.
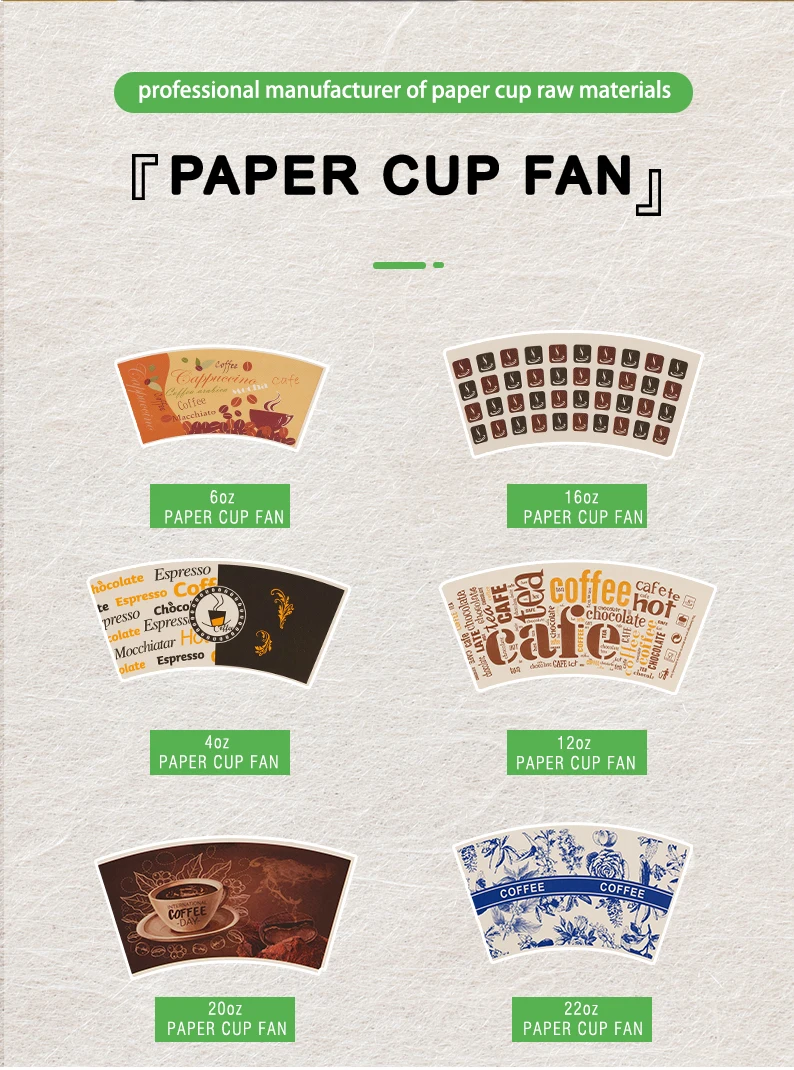
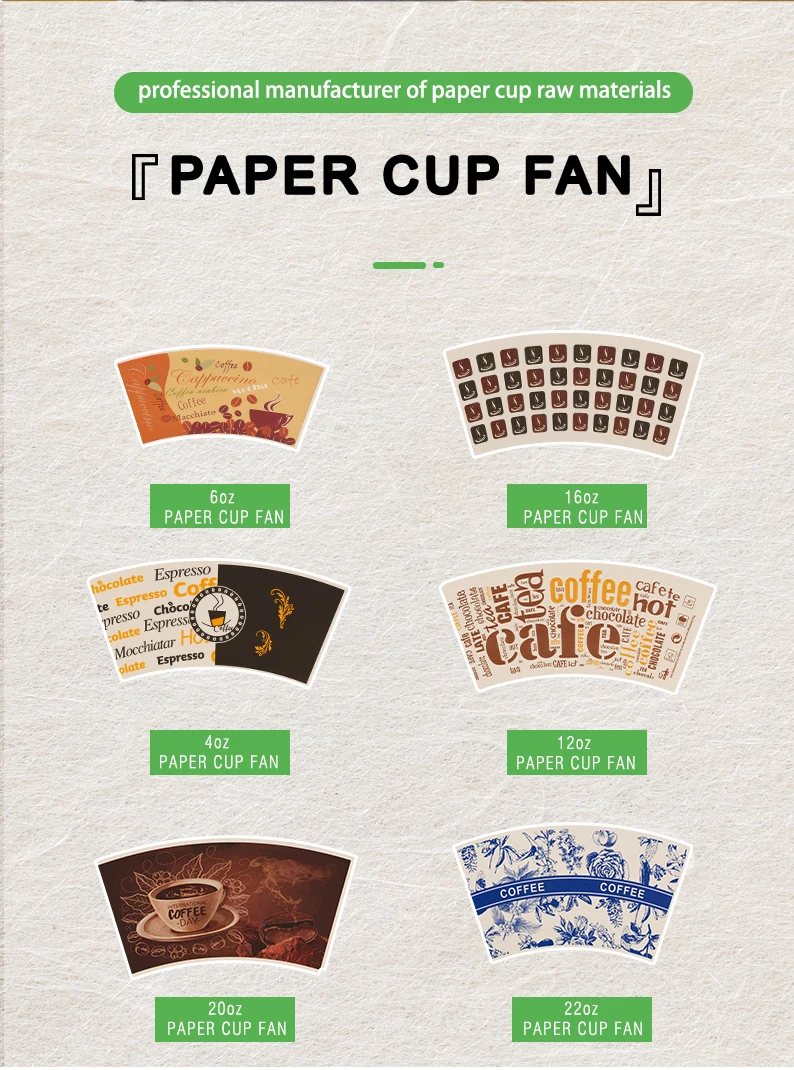
Customizable Dimensions: Tailored sizes from 3 oz to 32 oz for diverse needs.
High Quality Material: PE coated paper ensures durability and easy cleaning.
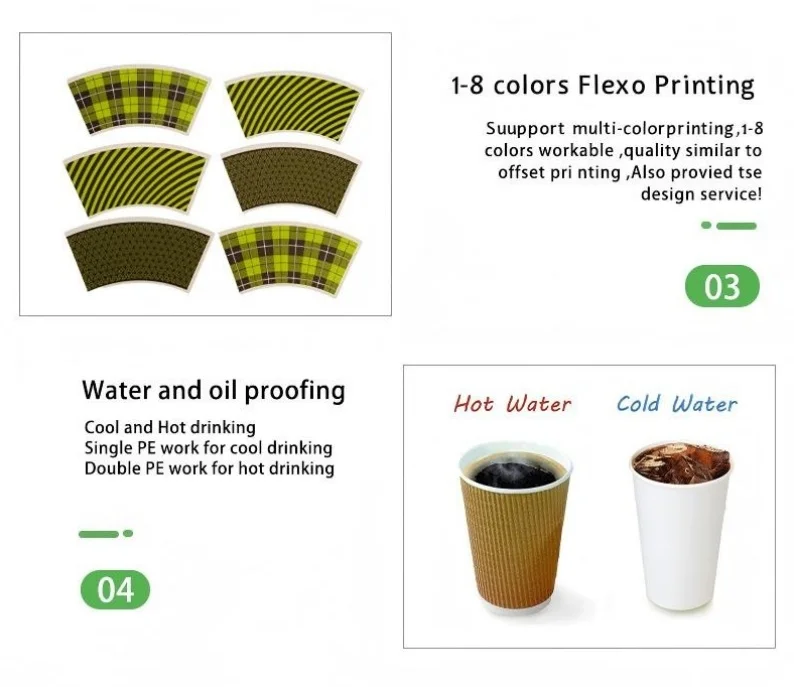
Wide Color Range: Available in 8 colors for personalization and branding.
Material can be chosen: PE/PLA Coated Paper Sheet
Use: Juice, Beer, Tequila, Vodka, Mineral Water, Champagne, Coffee, Wine, Whisky, Brandy, Tea, Soda, Energy Drinks, Carbonated Drinks, Other Beverage
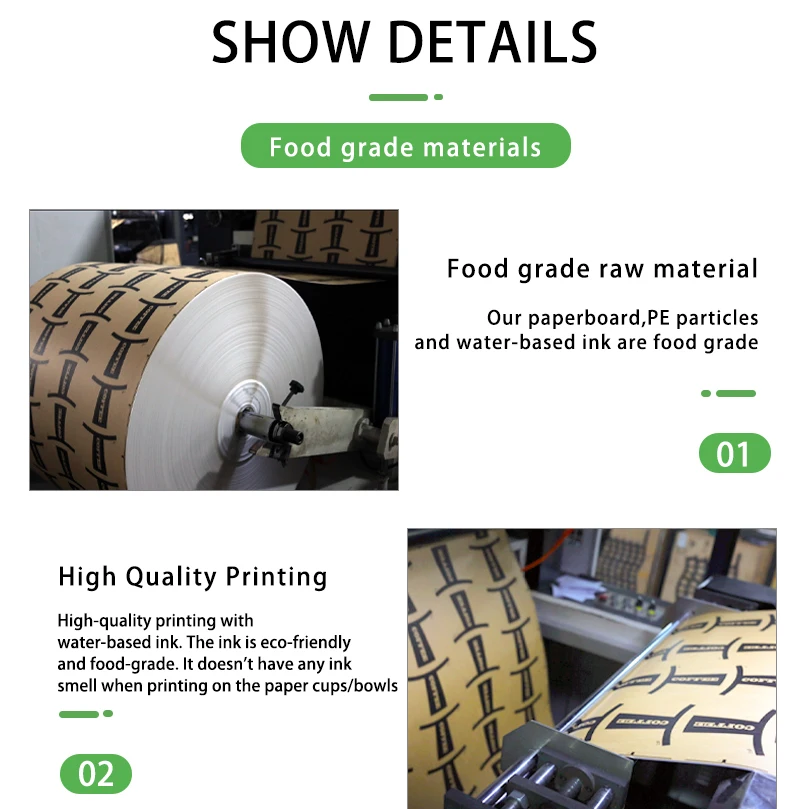
Disposable, waterproof, Eco-Friendly, Food Grade, PE Coating To Prevent Oil And Water, Other, Recyclable, Disposable Eco Friendly Biodegradable
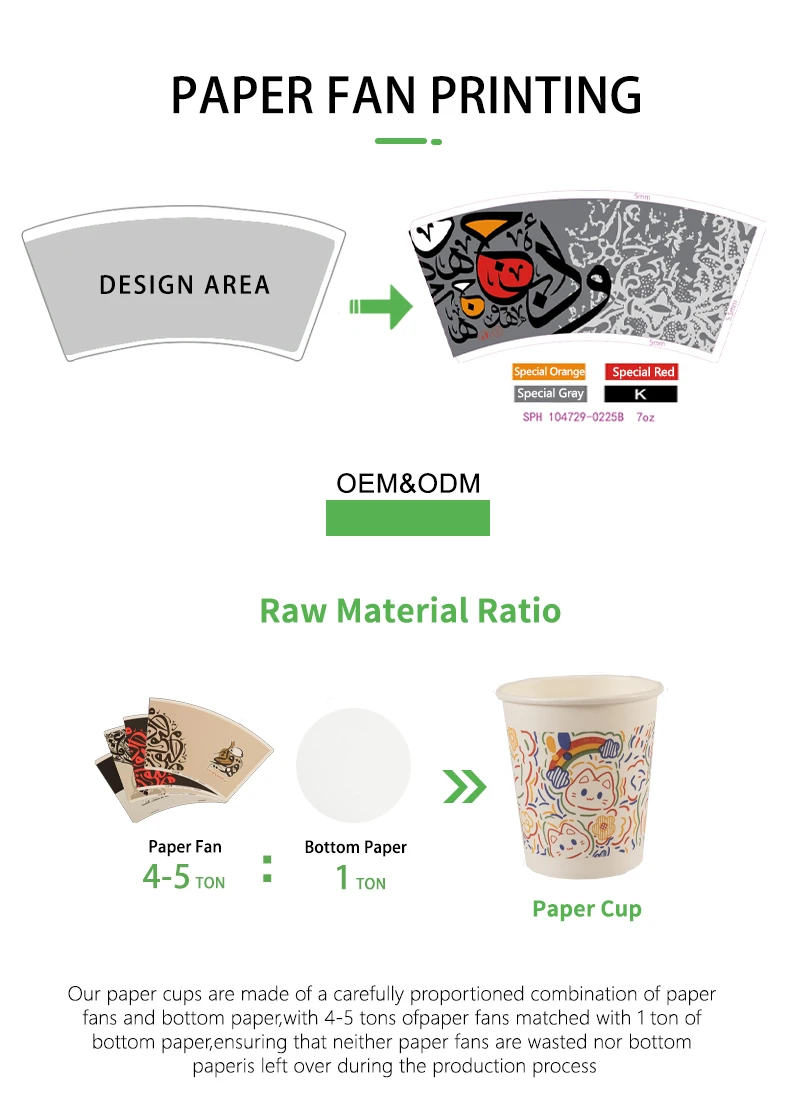
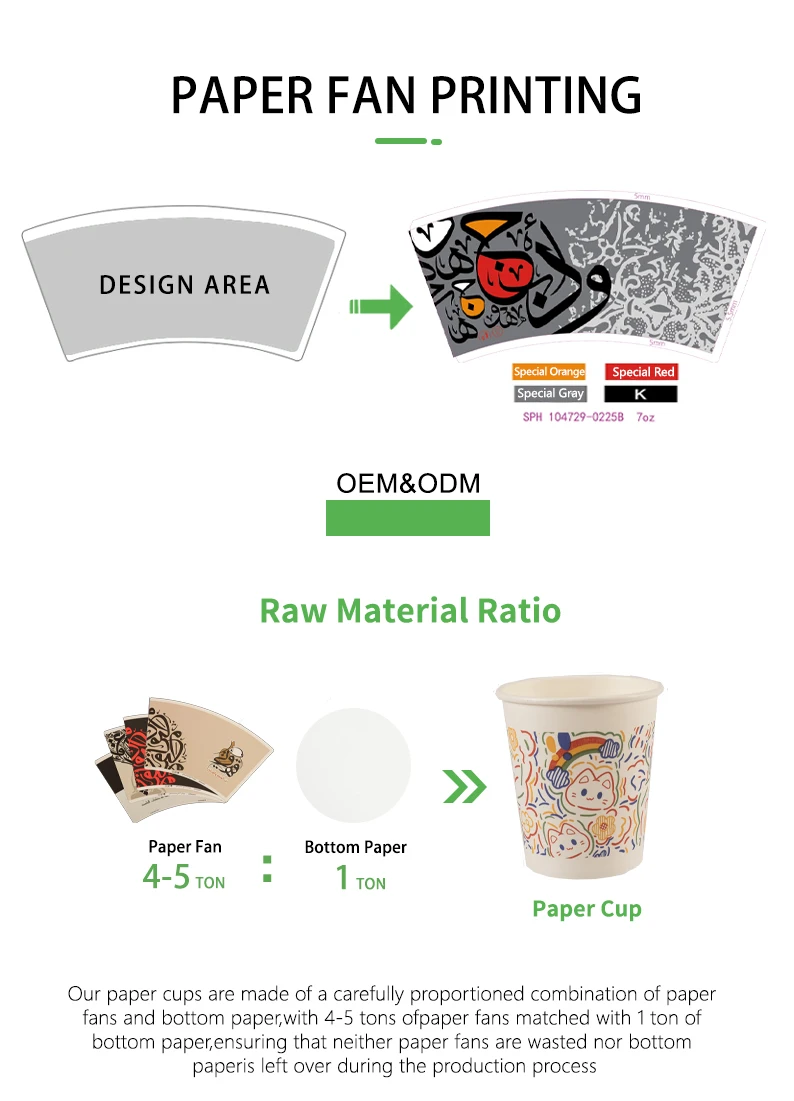
China High Quality Factory Price Custom Design Pe Coated Paper Cup Fan for Making Paper Cups
The food grade paper cup fan represents a revolutionary advancement in sustainable packaging solutions for the global foodservice industry. Manufactured from premium virgin wood pulp cup material, this innovative PE coated paper fan delivers exceptional performance while maintaining the highest standards of food safety and environmental responsibility. Our food grade paper cup fan serves as the foundational material for creating disposable cups that meet stringent international quality requirements across diverse market segments.
This cutting-edge virgin wood pulp cup material combines superior strength with remarkable flexibility, ensuring optimal cup formation during high-speed manufacturing processes. The specialized PE coated paper fan construction provides enhanced barrier properties that protect beverages while maintaining structural integrity under various temperature conditions. International distributors and importers consistently choose our food grade paper cup fan for its reliable performance and consistent quality characteristics that exceed industry expectations.
Premium Product Overview
Our food grade paper cup fan showcases advanced manufacturing techniques that transform raw virgin wood pulp cup material into a sophisticated packaging solution. The proprietary PE coated paper fan technology ensures uniform coating distribution across the entire surface area, creating an impermeable barrier that prevents liquid penetration while preserving beverage quality. This food grade paper cup fan maintains its structural properties across temperature ranges commonly encountered in commercial foodservice applications.
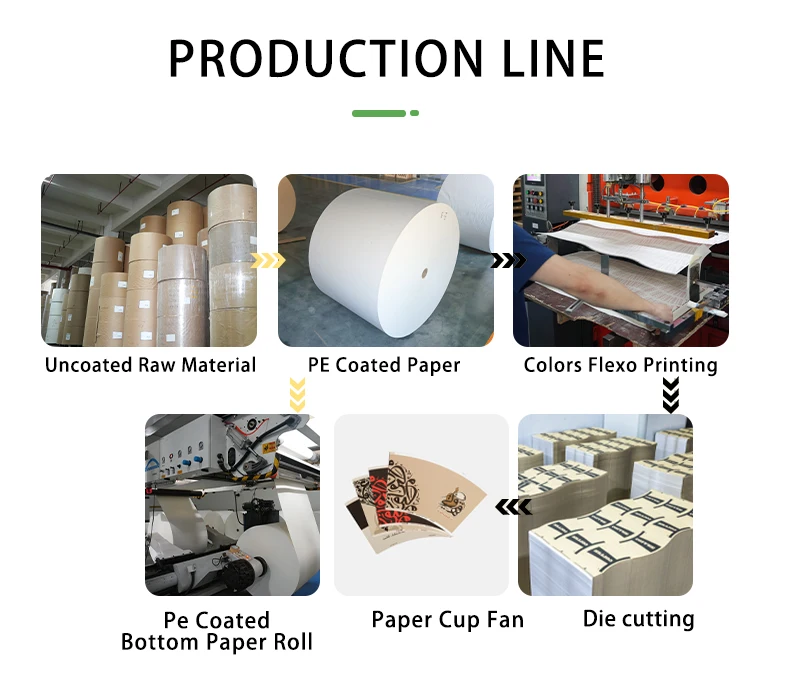
The virgin wood pulp cup material undergoes rigorous processing to eliminate impurities and contaminants that could compromise food safety standards. Our specialized PE coated paper fan manufacturing process incorporates multiple quality checkpoints to ensure consistent coating thickness and adhesion properties. Each batch of food grade paper cup fan receives comprehensive testing to verify compliance with international food contact regulations and performance specifications.
Manufacturing facilities utilize state-of-the-art equipment to produce virgin wood pulp cup material that exceeds traditional paper quality benchmarks. The innovative PE coated paper fan design optimizes material utilization while minimizing waste generation during cup manufacturing processes. This food grade paper cup fan demonstrates exceptional printability characteristics that support high-quality branding and promotional graphics applications.
Advanced Features and Benefits
Superior Material Composition
The food grade paper cup fan incorporates carefully selected virgin wood pulp cup material sourced from responsibly managed forests to ensure consistent fiber quality and performance characteristics. Our PE coated paper fan features a precisely controlled polyethylene layer that provides exceptional moisture resistance while maintaining food safety compliance. This food grade paper cup fan delivers outstanding mechanical properties that withstand rigorous handling throughout the supply chain.
Advanced processing techniques enhance the natural properties of virgin wood pulp cup material to achieve optimal density and porosity characteristics. The specialized PE coated paper fan construction ensures reliable heat sealing capabilities that create secure bottom seams during cup formation processes. Our food grade paper cup fan maintains dimensional stability under varying humidity conditions, ensuring consistent manufacturing performance across different climatic environments.
Environmental Sustainability
Environmental stewardship remains central to our food grade paper cup fan development philosophy, utilizing renewable virgin wood pulp cup material from certified sustainable sources. The recyclable PE coated paper fan design supports circular economy principles by facilitating material recovery and reprocessing applications. This food grade paper cup fan contributes to waste reduction initiatives while providing superior performance characteristics demanded by modern foodservice operations.
The biodegradable nature of virgin wood pulp cup material ensures responsible end-of-life disposal options for environmentally conscious consumers. Our PE coated paper fan manufacturing process minimizes energy consumption and water usage through optimized production methodologies. This food grade paper cup fan represents a sustainable alternative to traditional plastic-based packaging solutions without compromising functional performance requirements.
Diverse Applications and Use Cases
The versatile food grade paper cup fan serves multiple industry segments including quick-service restaurants, coffee shops, corporate catering, and event management companies worldwide. Premium virgin wood pulp cup material characteristics enable successful application across hot and cold beverage service requirements. Our PE coated paper fan technology supports various cup sizes and configurations to meet diverse market demands and consumer preferences.
Commercial foodservice establishments rely on food grade paper cup fan materials for consistent cup performance during peak service periods. The robust virgin wood pulp cup material construction withstands automated dispensing systems while maintaining structural integrity throughout extended storage periods. This PE coated paper fan enables efficient cup manufacturing processes that support high-volume production requirements across multiple shift operations.
Specialty beverage applications benefit from the enhanced barrier properties of our food grade paper cup fan technology. The premium virgin wood pulp cup material provides excellent printability for custom branding and promotional messaging requirements. Our PE coated paper fan maintains graphic quality throughout the product lifecycle, ensuring consistent brand presentation from manufacturing through consumer use.
Quality Control and Compliance Standards
Comprehensive quality assurance protocols govern every aspect of food grade paper cup fan production, ensuring consistent performance and safety characteristics. Our virgin wood pulp cup material undergoes extensive testing for chemical contaminants, microbial safety, and physical properties before processing. The PE coated paper fan manufacturing process incorporates real-time monitoring systems that verify coating uniformity and adhesion strength throughout production runs.
International food safety regulations guide the development and production of our food grade paper cup fan materials. Rigorous testing protocols validate that virgin wood pulp cup material components meet or exceed established migration limits for food contact applications. Our PE coated paper fan products receive regular third-party certification to ensure ongoing compliance with evolving regulatory requirements across global markets.
Traceability systems maintain comprehensive records for each batch of food grade paper cup fan produced, enabling rapid response to quality inquiries or regulatory requirements. The virgin wood pulp cup material supply chain incorporates multiple verification points to ensure consistent raw material quality. Our PE coated paper fan manufacturing facilities maintain internationally recognized quality management certifications that demonstrate commitment to excellence and continuous improvement.
Customization and Branding Capabilities
Advanced customization options enable brand owners to leverage our food grade paper cup fan as a powerful marketing platform. The smooth surface of virgin wood pulp cup material provides excellent ink adhesion for vibrant color reproduction and detailed graphic elements. Our PE coated paper fan technology supports various printing methods including flexographic, offset, and digital printing applications without compromising barrier performance.
Brand differentiation opportunities extend beyond basic printing capabilities through specialized food grade paper cup fan configurations. Custom virgin wood pulp cup material treatments can enhance tactile properties while maintaining food safety compliance. The versatile PE coated paper fan platform accommodates unique design requirements that help brands create memorable consumer experiences and strengthen market positioning.
Packaging and Logistics Excellence
Optimized packaging solutions protect food grade paper cup fan materials during international shipping while maximizing container utilization efficiency. Our virgin wood pulp cup material packaging incorporates moisture protection barriers that maintain product integrity throughout extended transit periods. The compact design of PE coated paper fan packaging reduces shipping costs while ensuring product quality upon delivery to manufacturing facilities worldwide.
Strategic logistics partnerships enable reliable delivery of food grade paper cup fan materials to global customers regardless of geographic location. Comprehensive inventory management systems ensure adequate virgin wood pulp cup material availability to support customer production schedules. Our PE coated paper fan distribution network provides flexible shipping options that accommodate varying order quantities and delivery requirements.
Why Choose Our Solutions
Our company brings extensive experience in developing innovative food grade paper cup fan solutions that meet the evolving needs of international markets. Proven expertise in virgin wood pulp cup material processing ensures consistent quality and performance across all product offerings. The advanced PE coated paper fan technology platform represents years of research and development investment in sustainable packaging innovation.
Global collaboration with leading foodservice brands has refined our understanding of food grade paper cup fan performance requirements across diverse applications. Multi-industry expertise enables optimization of virgin wood pulp cup material characteristics for specific market segments and operational requirements. Our commitment to PE coated paper fan excellence drives continuous improvement initiatives that benefit customers worldwide through enhanced product performance and value.
Conclusion
The food grade paper cup fan represents the convergence of sustainable material science and advanced manufacturing technology to create superior packaging solutions. Our premium virgin wood pulp cup material delivers exceptional performance while supporting environmental responsibility initiatives across the global foodservice industry. The innovative PE coated paper fan technology platform provides reliable barrier properties and manufacturing efficiency that meet the demanding requirements of modern beverage service applications. International distributors and importers can rely on our food grade paper cup fan solutions to deliver consistent quality, regulatory compliance, and market differentiation capabilities that drive business success in competitive markets worldwide.