Disposability: Suitable for single-use beverages like coffee, tea, and juices.
Versatile Usage: Ideal for various beverages including beer, soda, and energy drinks.
Customizable Dimensions: Tailored sizes from 3 oz to 32 oz for diverse needs.
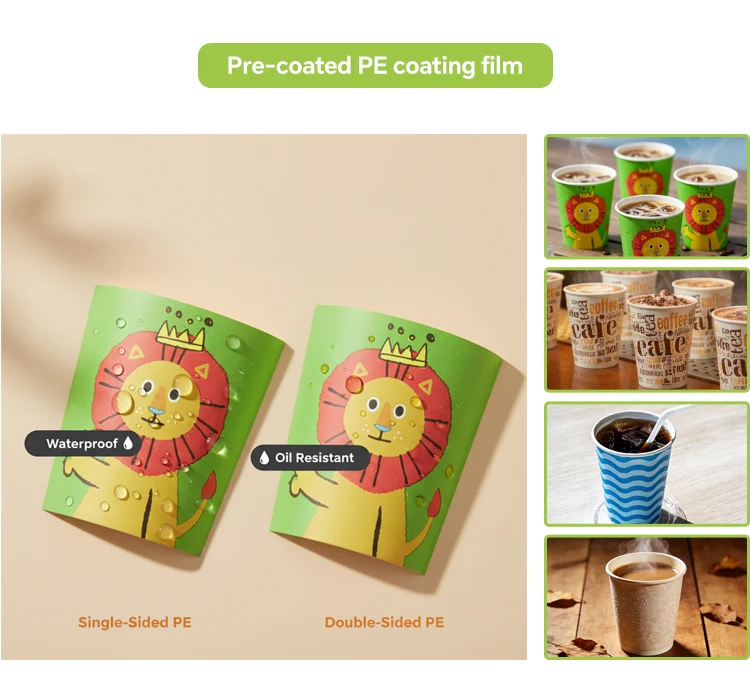
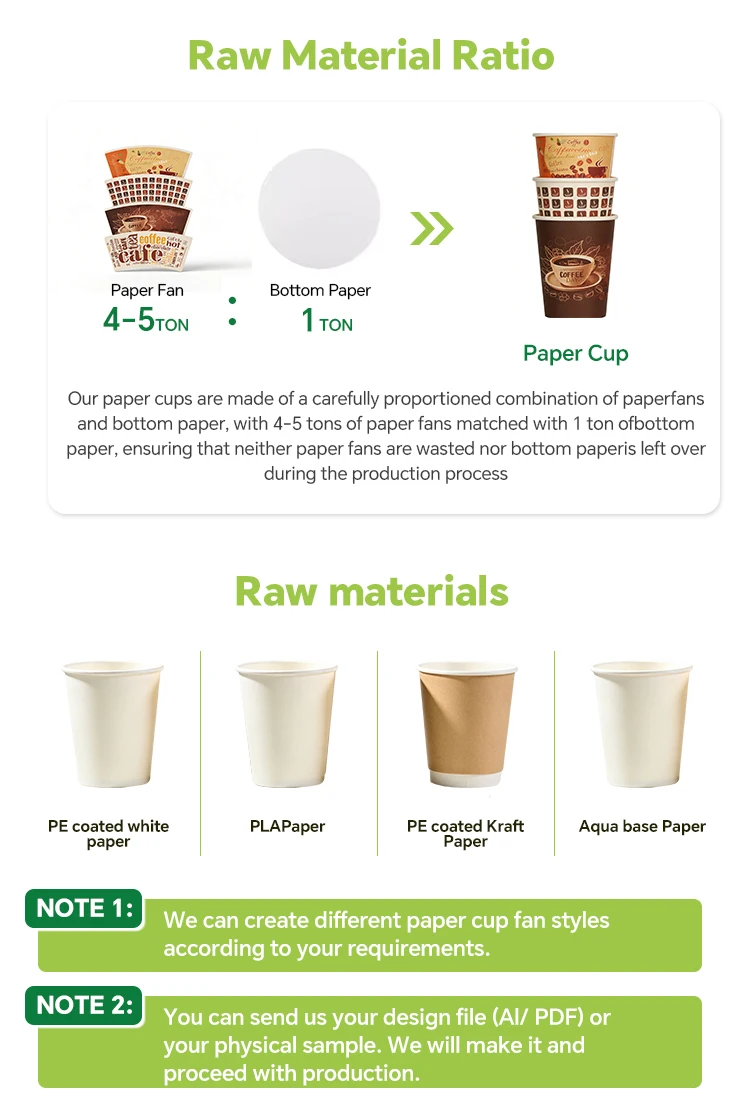
High Quality Material: PE coated paper ensures durability and easy cleaning.
Wide Color Range: Available in 8 colors for personalization and branding.
Material can be chosen: PE/PLA Coated Paper Sheet
Use: Juice, Beer, Tequila, Vodka, Mineral Water, Champagne, Coffee, Wine, Whisky, Brandy, Tea, Soda, Energy Drinks, Carbonated Drinks, Other Beverage
Disposable, waterproof, Eco-Friendly, Food Grade, PE Coating To Prevent Oil And Water, Other, Recyclable, Disposable Eco Friendly Biodegradable
In today's competitive food service industry, selecting the right disposable drinkware solutions is crucial for business success. Disposable Food Grade Ripple Corrugated Paper Cups 8oz 12oz 16oz Wholesale Printing Portable Coffee Cups represent the perfect balance of functionality, sustainability, and professional presentation. These ripple paper cups have become the industry standard for cafes, restaurants, catering services, and office environments worldwide. Our food grade coffee cups are engineered to meet the demanding requirements of modern beverage service while providing exceptional value for businesses seeking reliable wholesale paper cups solutions.
The growing demand for sustainable packaging solutions has positioned ripple paper cups at the forefront of environmental responsibility in the food service sector. These Disposable Food Grade Ripple Corrugated Paper Cups 8oz 12oz 16oz Wholesale Printing Portable Coffee Cups offer superior performance compared to traditional single-wall alternatives. The innovative ripple wall design provides enhanced insulation properties while maintaining the lightweight characteristics that make these food grade coffee cups ideal for high-volume commercial applications.
Product Overview
Our Disposable Food Grade Ripple Corrugated Paper Cups 8oz 12oz 16oz Wholesale Printing Portable Coffee Cups feature advanced corrugated wall construction that delivers exceptional thermal protection and grip comfort. The distinctive ripple pattern not only enhances the visual appeal but also creates an air insulation layer that keeps beverages at optimal temperatures longer. These ripple paper cups are manufactured using premium food-grade materials that ensure complete safety for direct contact with hot and cold beverages.
The multi-size availability of these food grade coffee cups makes them versatile for various beverage service applications. Whether serving espresso shots, regular coffee, or large specialty drinks, these wholesale paper cups accommodate diverse portion requirements while maintaining consistent quality and performance. The corrugated design provides structural integrity that prevents deformation during handling and serving, ensuring professional presentation throughout the customer experience.
Each Disposable Food Grade Ripple Corrugated Paper Cups 8oz 12oz 16oz Wholesale Printing Portable Coffee Cups incorporates sophisticated manufacturing processes that result in uniform wall thickness and optimal heat retention properties. The ripple pattern creates multiple air pockets that act as natural insulators, reducing heat transfer and eliminating the need for additional sleeves or double-cupping practices that increase operational costs.
Features & Benefits
Superior Insulation Technology
The innovative ripple wall design of these ripple paper cups provides exceptional thermal insulation that surpasses traditional paper cup alternatives. The corrugated structure creates multiple air chambers that significantly reduce heat transfer, allowing customers to comfortably hold hot beverages without discomfort. This advanced insulation technology extends the optimal serving temperature of beverages while protecting users from burns and heat-related injuries.
Our food grade coffee cups maintain structural integrity even when filled with extremely hot liquids, preventing cup deformation and potential spillage incidents. The ripple design distributes stress evenly across the cup wall, enhancing durability during transport and handling. These performance characteristics make our wholesale paper cups ideal for high-traffic environments where reliability and safety are paramount considerations.
Enhanced Grip and Comfort
The textured surface of these Disposable Food Grade Ripple Corrugated Paper Cups 8oz 12oz 16oz Wholesale Printing Portable Coffee Cups provides superior grip security that reduces the likelihood of accidental drops and spills. The ripple pattern creates natural finger grooves that improve handling confidence, particularly important in fast-paced service environments. This ergonomic advantage enhances customer satisfaction while reducing waste and cleanup costs associated with beverage accidents.
The comfortable grip provided by these ripple paper cups eliminates the need for additional sleeves or napkins that customers often require with smooth-walled alternatives. This streamlined approach reduces accessory costs while improving operational efficiency in busy food service establishments. The enhanced tactile experience contributes to overall customer perception of quality and attention to detail.
Applications & Use Cases
Commercial Food Service
These food grade coffee cups excel in commercial food service applications where volume, reliability, and presentation quality are critical success factors. Restaurants, cafes, and quick-service establishments benefit from the consistent performance and professional appearance of these wholesale paper cups. The multiple size options accommodate diverse menu offerings while maintaining inventory simplicity and cost efficiency.
Catering operations particularly benefit from the portable nature and insulation properties of these Disposable Food Grade Ripple Corrugated Paper Cups 8oz 12oz 16oz Wholesale Printing Portable Coffee Cups. The lightweight construction facilitates easy transport while the superior heat retention ensures beverages remain at optimal serving temperatures throughout extended events. The ripple design provides visual appeal that enhances presentation quality in professional catering environments.
Office and Corporate Environments
Corporate coffee services increasingly rely on these ripple paper cups to provide professional beverage service for employees, clients, and visitors. The sophisticated appearance and reliable performance of these food grade coffee cups reflect positively on company image while providing practical benefits for daily coffee service operations. The insulation properties reduce the risk of desk spills and heat marks on furniture surfaces.
Conference centers and meeting facilities find these wholesale paper cups ideal for extended events where beverage quality and presentation must remain consistent throughout long sessions. The ripple design maintains structural integrity even during extended holding periods, ensuring professional presentation regardless of service timing.
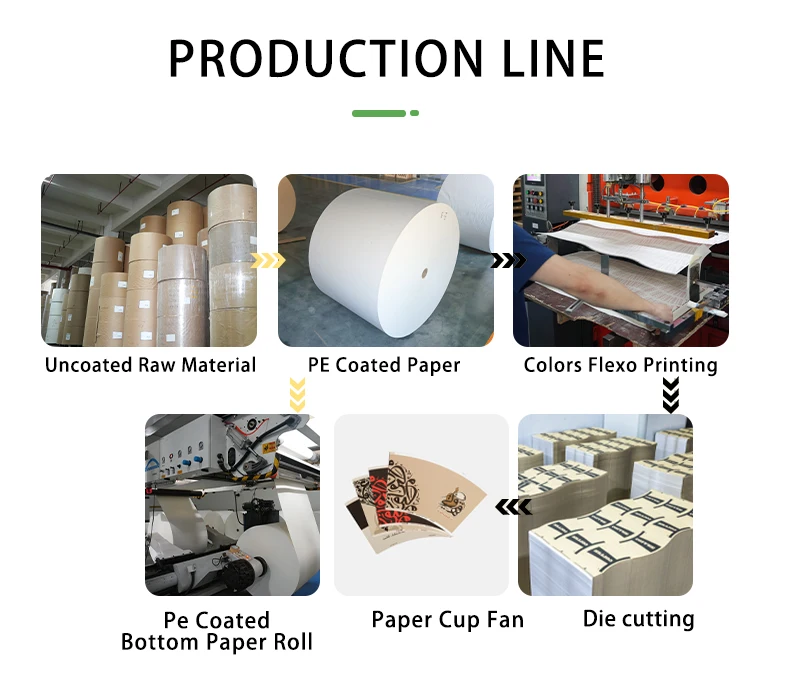
Quality Control & Compliance
Our Disposable Food Grade Ripple Corrugated Paper Cups 8oz 12oz 16oz Wholesale Printing Portable Coffee Cups undergo rigorous quality control processes that ensure consistent performance and safety compliance. Each production batch is tested for structural integrity, heat resistance, and food safety standards. The manufacturing process incorporates advanced quality monitoring systems that maintain strict adherence to international food contact material regulations.
These ripple paper cups are produced using certified food-grade materials that meet stringent safety requirements for direct contact with beverages. The manufacturing facilities maintain comprehensive quality management systems that ensure every food grade coffee cups meets established performance criteria. Regular third-party testing validates compliance with applicable health and safety standards across international markets.
The commitment to quality extends throughout the production process, from raw material selection through final packaging. These wholesale paper cups are manufactured in controlled environments that prevent contamination and ensure consistent product characteristics. Advanced testing protocols verify that each batch meets specified performance parameters for insulation, strength, and safety.
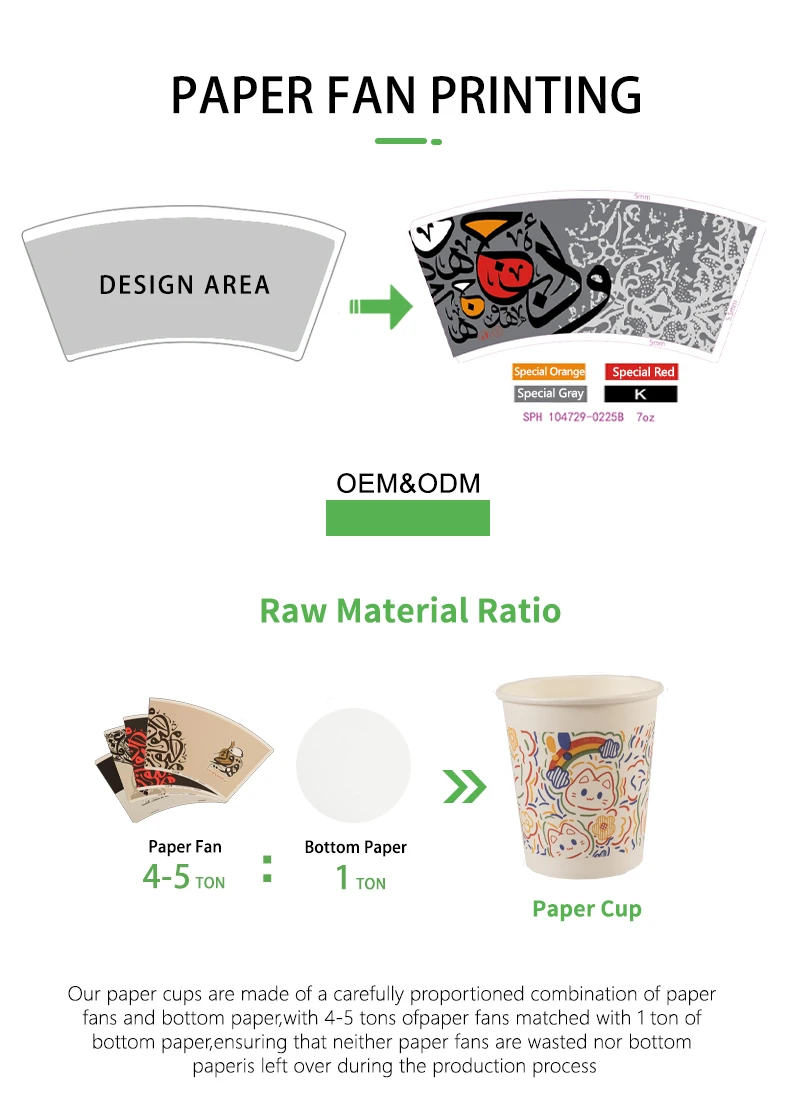
Customization & Branding Options
Our Disposable Food Grade Ripple Corrugated Paper Cups 8oz 12oz 16oz Wholesale Printing Portable Coffee Cups offer extensive customization capabilities that enable businesses to enhance brand visibility and customer recognition. The ripple surface provides an excellent canvas for high-quality printing that maintains clarity and color vibrancy throughout the product lifecycle. Custom branding transforms these ripple paper cups into powerful marketing tools that reinforce brand identity with every beverage served.
Advanced printing technologies ensure that custom designs maintain professional appearance standards while preserving the functional benefits of these food grade coffee cups. The printing process is optimized for the ripple surface texture, resulting in sharp graphics and text that resist fading and smudging during normal handling. Businesses can incorporate logos, promotional messages, and contact information to maximize brand exposure through these wholesale paper cups.
Color customization options allow businesses to align their drinkware with existing brand color schemes and seasonal promotional campaigns. The flexibility of customization extends to printing placement, enabling creative designs that take advantage of the unique visual characteristics of the ripple pattern. These customization capabilities make the ripple paper cups valuable brand ambassadors that extend marketing reach beyond traditional advertising channels.
Packaging & Logistics Support
The packaging design for these food grade coffee cups prioritizes protection during transport while optimizing storage efficiency for end users. Specialized packaging configurations prevent damage from compression and moisture while facilitating easy handling and inventory management. The packaging systems are designed to accommodate the specific characteristics of wholesale paper cups while minimizing storage space requirements.
Logistics optimization ensures that these Disposable Food Grade Ripple Corrugated Paper Cups 8oz 12oz 16oz Wholesale Printing Portable Coffee Cups reach customers in perfect condition regardless of shipping distance or handling conditions. The packaging incorporates protective features that maintain product integrity throughout the distribution chain. Standardized packaging dimensions facilitate efficient warehousing and transportation planning for distributors and end users.
The packaging design considers environmental impact while providing necessary protection for these ripple paper cups. Sustainable packaging materials and efficient space utilization reduce environmental footprint while maintaining cost effectiveness. The packaging systems are designed for easy opening and product access, streamlining inventory management procedures for busy food service operations.
Why Choose Us
Our company has established a reputation for delivering exceptional quality food grade coffee cups to customers across international markets. Through extensive collaboration with food service professionals worldwide, we have developed deep expertise in understanding the diverse requirements of global beverage service applications. This experience enables us to provide wholesale paper cups solutions that consistently exceed customer expectations for quality and performance.
The manufacturing capabilities supporting these Disposable Food Grade Ripple Corrugated Paper Cups 8oz 12oz 16oz Wholesale Printing Portable Coffee Cups represent advanced production technologies and quality management systems. Our commitment to continuous improvement ensures that these ripple paper cups incorporate the latest innovations in materials science and manufacturing processes. This dedication to excellence has earned recognition from customers across diverse industries and geographic markets.
Technical support services complement our product offerings, providing customers with comprehensive assistance for product selection, customization, and implementation. Our team of specialists understands the unique challenges facing food service operations and can recommend optimal wholesale paper cups solutions for specific applications. This consultative approach ensures that customers receive maximum value from their investment in our ripple paper cups products.
Conclusion
The Disposable Food Grade Ripple Corrugated Paper Cups 8oz 12oz 16oz Wholesale Printing Portable Coffee Cups represent the ideal solution for businesses seeking reliable, sustainable, and professional beverage service solutions. These ripple paper cups combine innovative design with practical functionality to deliver superior performance across diverse applications. The exceptional insulation properties, comfortable grip characteristics, and customization capabilities make these food grade coffee cups the preferred choice for discriminating food service professionals.
Investment in quality wholesale paper cups yields significant returns through improved customer satisfaction, operational efficiency, and brand recognition. These Disposable Food Grade Ripple Corrugated Paper Cups 8oz 12oz 16oz Wholesale Printing Portable Coffee Cups provide the performance reliability and professional presentation that modern food service operations demand. The combination of superior functionality, environmental responsibility, and customization flexibility positions these ripple paper cups as essential components of successful beverage service strategies.