Disposability: Suitable for single-use beverages like coffee, tea, and juices.
Versatile Usage: Ideal for various beverages including beer, soda, and energy drinks.
Customizable Dimensions: Tailored sizes from 3 oz to 32 oz for diverse needs.
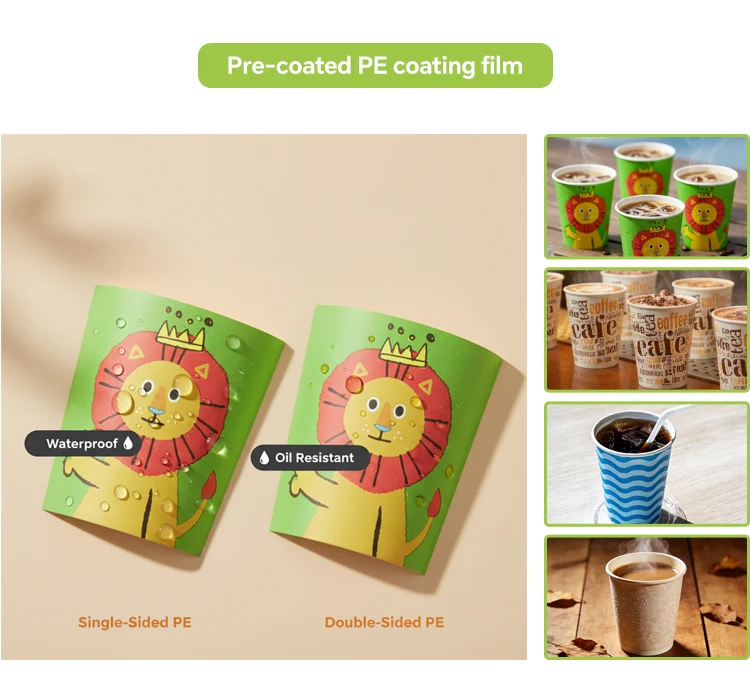
High Quality Material: PE coated paper ensures durability and easy cleaning.
Wide Color Range: Available in 8 colors for personalization and branding.
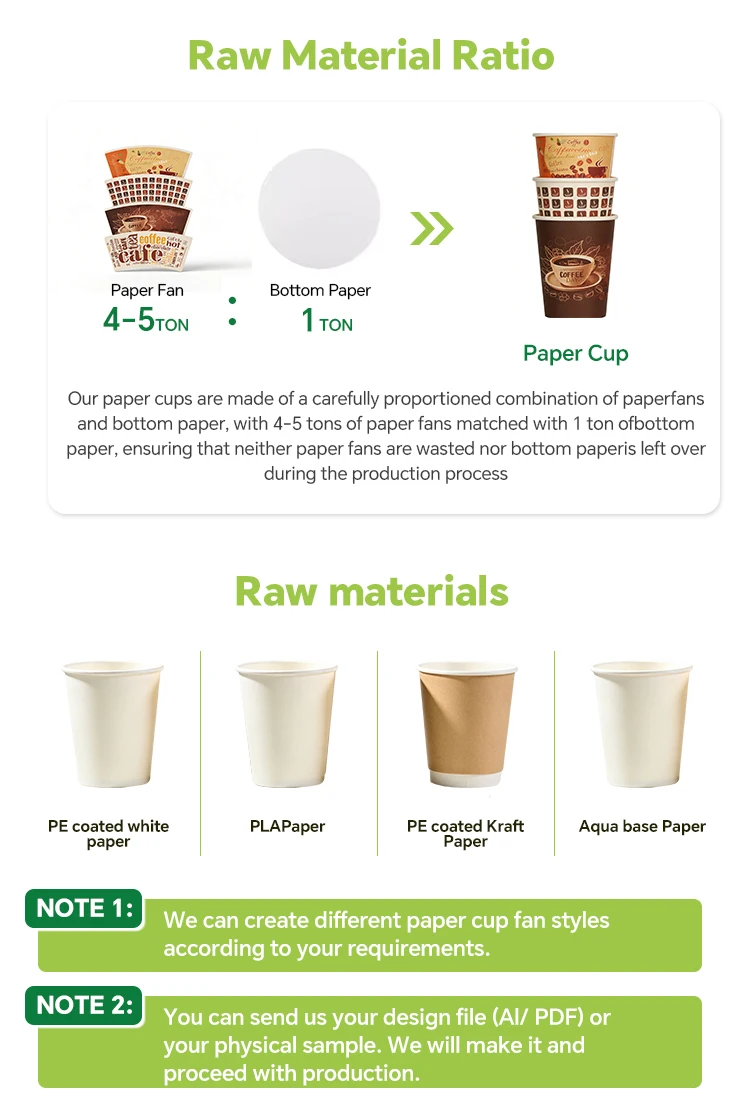
Material can be chosen: PE/PLA Coated Paper Sheet
Use: Juice, Beer, Tequila, Vodka, Mineral Water, Champagne, Coffee, Wine, Whisky, Brandy, Tea, Soda, Energy Drinks, Carbonated Drinks, Other Beverage
Disposable, waterproof, Eco-Friendly, Food Grade, PE Coating To Prevent Oil And Water, Other, Recyclable, Disposable Eco Friendly Biodegradable
The global beverage service industry demands reliable, high-quality ripple paper coffee cups that deliver exceptional performance while meeting stringent safety standards. Our comprehensive range of 8oz 12oz 16oz Wholesale Printing Portable and Disposable Food Grade Ripple Corrugated Paper Cups Coffee Cups represents the pinnacle of modern packaging innovation. These premium food grade paper cups combine advanced ripple wall technology with superior insulation properties, making them the preferred choice for coffee shops, restaurants, catering businesses, and food service establishments worldwide. Our wholesale disposable cups are engineered to provide optimal heat retention, comfortable handling, and exceptional durability across diverse commercial applications.
As a leading manufacturer with extensive experience in international markets, we have established ourselves as a trusted partner for businesses seeking premium ripple paper coffee cups that exceed industry expectations. Our commitment to quality, innovation, and customer satisfaction has positioned us at the forefront of the disposable packaging industry. These food grade paper cups undergo rigorous testing and quality control processes to ensure consistent performance and compliance with global safety standards.
Product Overview
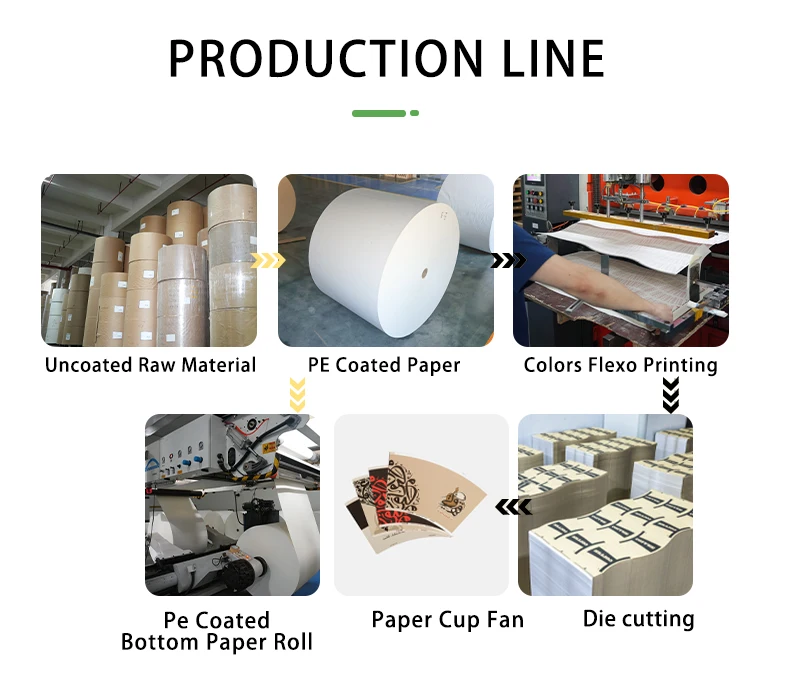
Our 8oz 12oz 16oz Wholesale Printing Portable and Disposable Food Grade Ripple Corrugated Paper Cups Coffee Cups feature innovative ripple wall construction that provides superior insulation while maintaining structural integrity. These wholesale disposable cups are manufactured using premium food-grade paperboard materials that ensure safe beverage contact and optimal flavor preservation. The distinctive corrugated design not only enhances thermal performance but also creates an attractive visual appeal that elevates the customer experience.
Each cup in our collection showcases advanced engineering principles, incorporating multiple paper layers and specialized corrugation patterns that maximize heat retention while minimizing heat transfer to the exterior surface. These ripple paper coffee cups are designed to accommodate various beverage types, from hot coffee and tea to specialty drinks and seasonal beverages. The robust construction ensures reliable performance even under demanding commercial conditions, making these food grade paper cups an essential component for any professional food service operation.
Advanced Features and Benefits
Superior Insulation Technology
The ripple wall design of our wholesale disposable cups creates an air gap between the inner and outer walls, significantly reducing heat transfer and providing exceptional insulation properties. This innovative construction allows customers to comfortably hold hot beverages without requiring additional sleeves or double-cupping. The enhanced insulation maintains beverage temperature for extended periods, ensuring optimal drinking experience while protecting users from burns or discomfort.
Our ripple paper coffee cups feature precision-engineered corrugation patterns that optimize thermal performance while maintaining cup strength and stability. The advanced design eliminates condensation issues commonly associated with traditional single-wall cups, ensuring a clean and professional presentation. These food grade paper cups deliver consistent performance across varying temperature ranges, making them suitable for both hot and cold beverage applications.
Enhanced Structural Integrity
The reinforced construction of our wholesale disposable cups provides exceptional durability and resistance to deformation under normal usage conditions. The multi-layer design distributes stress evenly across the cup structure, preventing collapse or failure even when filled to capacity. This superior structural integrity ensures reliable performance in high-volume commercial environments where consistency and reliability are paramount.
Advanced manufacturing techniques employed in producing these ripple paper coffee cups result in uniform wall thickness and consistent quality across every batch. The precision forming process creates seamless construction that eliminates weak points and potential failure modes. These food grade paper cups maintain their shape and functionality throughout the entire service life, from filling and transport to consumption and disposal.
Versatile Applications and Use Cases
Our 8oz 12oz 16oz wholesale disposable cups serve diverse market segments and applications across the global food service industry. Coffee shops and cafes rely on these ripple paper coffee cups to deliver premium beverage experiences while maintaining operational efficiency and cost-effectiveness. The versatile sizing options accommodate various portion requirements and customer preferences, enabling businesses to standardize their packaging while offering flexibility in serving sizes.
Restaurant and catering operations benefit from the professional appearance and reliable performance of these food grade paper cups. The enhanced insulation properties make them ideal for takeaway and delivery services, ensuring beverages maintain optimal temperature during transport. Corporate cafeterias, healthcare facilities, and educational institutions choose our wholesale disposable cups for their combination of safety, convenience, and environmental responsibility.
Event planners and hospitality professionals appreciate the premium quality and customization options available with our ripple paper coffee cups. The cups perform exceptionally well in outdoor environments, temporary venues, and high-traffic situations where durability and heat retention are critical factors. These food grade paper cups provide consistent results across varying conditions and usage scenarios, making them an reliable choice for professional applications.
Quality Control and Compliance Standards
Our manufacturing processes adhere to stringent international quality standards, ensuring every batch of wholesale disposable cups meets or exceeds regulatory requirements for food contact materials. Comprehensive testing protocols verify the safety and performance characteristics of our ripple paper coffee cups throughout the production cycle. Quality assurance procedures include raw material verification, in-process monitoring, and finished product testing to guarantee consistent quality and safety.
The food grade paper cups undergo rigorous testing for chemical migration, structural integrity, and thermal performance to ensure compliance with global food safety regulations. Advanced laboratory facilities and certified testing procedures validate that our products meet the highest standards for consumer safety and product quality. Our commitment to excellence extends beyond basic compliance, incorporating industry best practices and continuous improvement initiatives.
Traceability systems track every aspect of production, from raw material sourcing through final packaging, ensuring complete accountability and quality control. These wholesale disposable cups are manufactured in certified facilities that maintain strict hygiene standards and environmental controls. Regular audits and certifications verify ongoing compliance with international standards and customer specifications for our ripple paper coffee cups.
Customization and Branding Opportunities
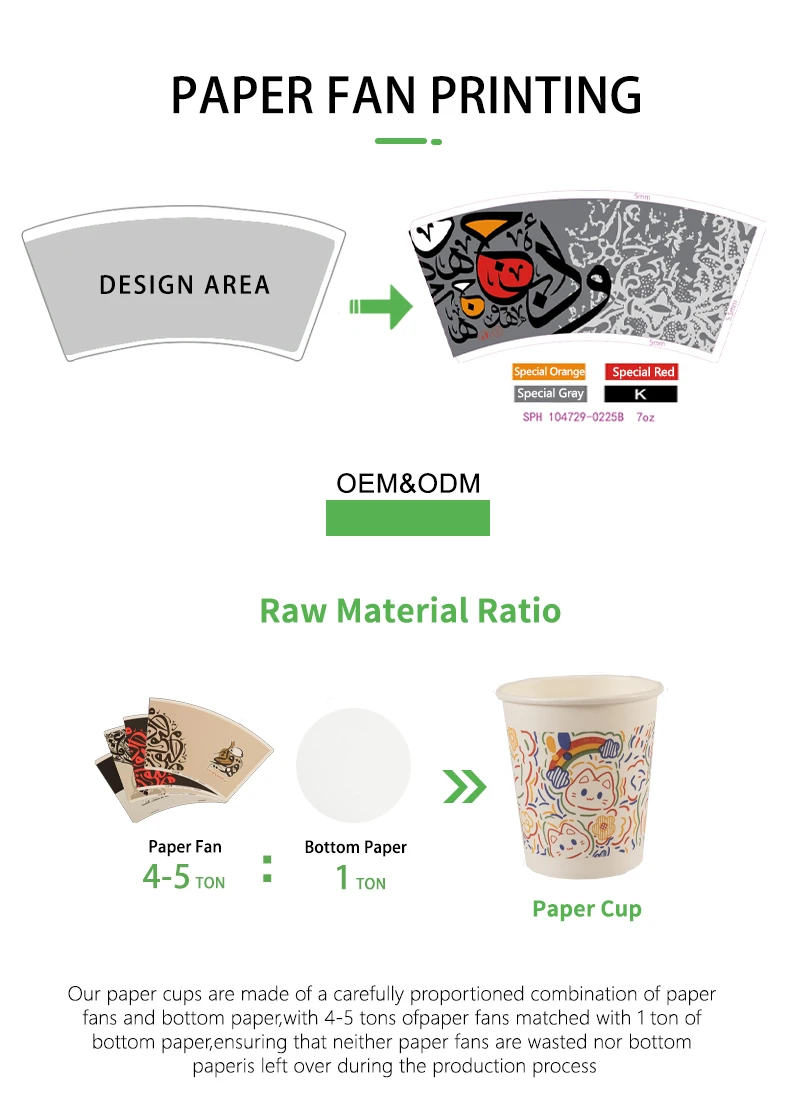
Our advanced printing capabilities enable comprehensive customization of food grade paper cups to meet specific branding and marketing requirements. High-resolution printing technology produces vibrant colors and sharp graphics that enhance brand visibility and customer recognition. The smooth surface of our ripple paper coffee cups provides an ideal canvas for logos, promotional messages, and decorative designs that reinforce brand identity and marketing objectives.
Multiple printing options are available for these wholesale disposable cups, including flexographic printing, digital printing, and specialty finishes that create unique visual effects and tactile experiences. Custom color matching ensures perfect brand alignment, while variable data printing capabilities enable personalized messaging and promotional campaigns. The printing process is fully integrated with quality control systems to guarantee consistent results across large production runs.
Design consultation services help customers optimize their branding strategy for maximum impact on our ripple paper coffee cups. Professional graphics teams provide technical guidance on color selection, image resolution, and layout optimization to ensure exceptional print quality. These food grade paper cups become powerful marketing tools that extend brand reach and create memorable customer experiences while maintaining functional excellence.
Packaging and Logistics Support
Efficient packaging systems optimize storage density and transportation costs for our wholesale disposable cups while ensuring product protection during handling and shipping. Specialized packaging configurations accommodate various order quantities and shipping requirements, from small sample orders to large-scale commercial shipments. The packaging design protects our ripple paper coffee cups from moisture, contamination, and physical damage throughout the distribution chain.
Our logistics expertise ensures reliable delivery schedules and cost-effective shipping solutions for customers worldwide. Comprehensive inventory management systems maintain optimal stock levels and minimize lead times for our food grade paper cups. Strategic distribution partnerships enable efficient fulfillment across multiple geographic regions, supporting global business operations and expansion initiatives.
Advanced packaging technologies preserve product quality during extended storage periods while facilitating easy handling and inventory management. These wholesale disposable cups are packaged using materials and methods that align with sustainability objectives while maintaining product integrity. Detailed labeling and documentation support accurate inventory tracking and quality management for our ripple paper coffee cups.
Why Choose Our Premium Solutions
Our comprehensive industry experience and commitment to innovation position us as the preferred supplier of food grade paper cups for discerning customers worldwide. Advanced manufacturing capabilities, rigorous quality control, and responsive customer service combine to deliver exceptional value and reliability. These ripple paper coffee cups represent the culmination of continuous research and development efforts focused on meeting evolving market needs and customer expectations.
Strategic partnerships with leading material suppliers ensure access to premium raw materials and cutting-edge technologies that enhance product performance and environmental sustainability. Our wholesale disposable cups benefit from ongoing investment in manufacturing infrastructure and process optimization initiatives. Technical expertise and market knowledge enable us to anticipate industry trends and develop innovative solutions that provide competitive advantages for our customers.
Comprehensive support services extend beyond product supply to include technical consultation, marketing assistance, and logistics coordination that simplify procurement processes and enhance operational efficiency. Our commitment to customer success drives continuous improvement in product quality, service delivery, and value creation for these ripple paper coffee cups. Long-term partnerships with global customers demonstrate our reliability and dedication to excellence in the food grade paper cups market.
Conclusion
The 8oz 12oz 16oz Wholesale Printing Portable and Disposable Food Grade Ripple Corrugated Paper Cups Coffee Cups represent the ideal solution for businesses seeking premium quality, reliable performance, and exceptional value in disposable packaging. These ripple paper coffee cups combine advanced engineering, superior materials, and comprehensive customization capabilities to deliver outstanding results across diverse applications and market segments. Our commitment to quality, innovation, and customer satisfaction ensures these wholesale disposable cups will exceed expectations while supporting business growth and success.
The sophisticated design, rigorous quality control, and comprehensive support services associated with our food grade paper cups provide the foundation for long-term partnerships and sustained competitive advantages. These premium products embody our dedication to excellence and our understanding of the evolving needs of the global food service industry, making them the preferred choice for professional applications worldwide.